
Full resolution (TIFF) - On this page / på denna sida - Häfte 12. Dec. 1934 - Ragnar Woxén: Förhållandet mellan bearbetningstid och total produktionstid per arbetsstycke vid några vanliga verktygsmaskiner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
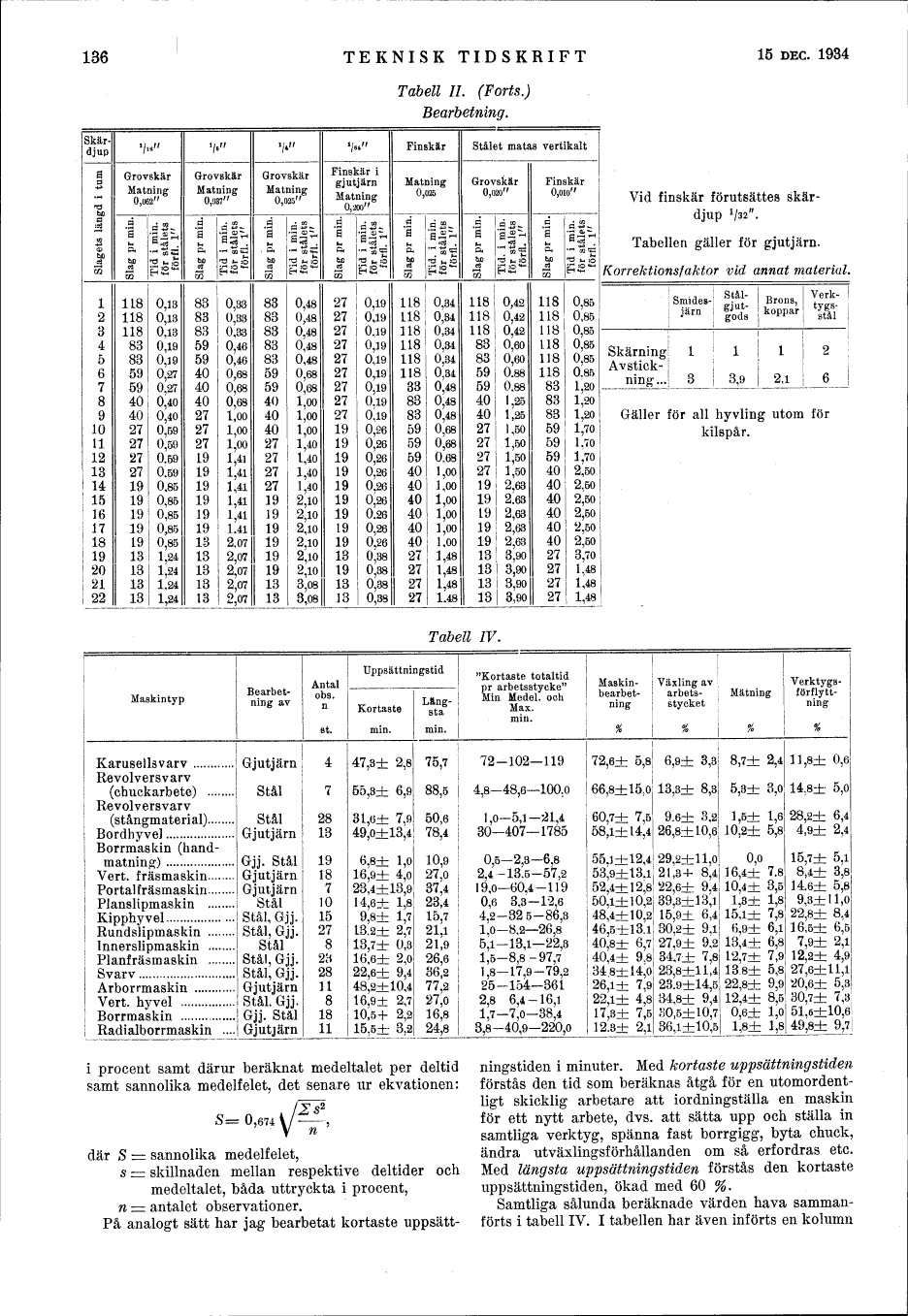
Tabell II. (Forts.)
Bearbetning.
| Skärdjup | 1/16" | 1/8" | 1/4" | 1/64" | Finskär | Stålet matas vertikalt | ||||||||
| Slagets längd i tum | Grovskär Matning 0,062" | Grovskär Matning 0,037" | Grovskär Matning 0,025" | Finskär i gjutjärn Matning 0,200" | Matning 0,025 | Grovskär 0,020" | Finskär 0,010" | |||||||
| Slag pr min. | Tid i min. för stålets förfl. 1" | Slag pr min. | Tid i min. för stålets förfl. 1" | Slag pr min. | Tid i min. för stålets förfl. 1" | Slag pr min. | Tid i min. för stålets förfl. 1" | Slag pr min. | Tid i min. för stålets förfl. 1" | Slag pr min. | Tid i min. för stålets förfl. 1" | Slag pr min. | Tid i min. för stålets förfl. 1" | |
| 1 | 118 | 0,13 | 83 | 0,33 | 83 | 0,48 | 27 | 0,19 | 118 | 0,34 | 118 | 0,42 | 118 | 0,85 |
| 2 | 118 | 0,13 | 83 | 0,33 | 83 | 0,48 | 27 | 0,19 | 118 | 0,34 | 118 | 0,42 | 118 | 0,85 |
| 3 | 118 | 0,13 | 83 | 0,33 | 83 | 0,48 | 27 | 0,19 | 118 | 0,34 | 118 | 0,42 | 118 | 0,85 |
| 4 | 83 | 0,19 | 59 | 0,46 | 83 | 0,48 | 27 | 0,19 | 118 | 0,34 | 83 | 0,60 | 118 | 0,85 |
| 5 | 83 | 0,19 | 59 | 0,46 | 83 | 0,48 | 27 | 0,19 | 118 | 0,34 | 83 | 0,60 | 118 | 0,85 |
| 6 | 59 | 0,27 | 40 | 0,68 | 59 | 0,68 | 27 | 0,19 | 118 | 0,34 | 59 | 0,88 | 118 | 0,85 |
| 7 | 59 | 0,27 | 40 | 0,68 | 59 | 0,68 | 27 | 0,19 | 33 | 0,48 | 59 | 0,88 | 83 | 1,20 |
| 8 | 40 | 0,40 | 40 | 0,68 | 40 | 1,00 | 27 | 0,19 | 83 | 0,48 | 40 | 1,25 | 83 | 1,20 |
| 9 | 40 | 0,40 | 27 | 1,00 | 40 | 1,00 | 27 | 0,19 | 83 | 0,48 | 40 | 1,25 | 83 | 1,20 |
| 10 | 27 | 0,59 | 27 | 1,00 | 40 | 1,00 | 19 | 0,26 | 59 | 0,68 | 27 | 1,50 | 59 | 1,70 |
| 11 | 27 | 0,59 | 27 | 1,00 | 27 | 1,40 | 19 | 0,26 | 59 | 0,68 | 27 | 1,50 | 59 | 1,70 |
| 12 | 27 | 0,59 | 19 | 1,41 | 27 | 1,40 | 19 | 0,26 | 59 | 0,68 | 27 | 1,50 | 59 | 1,70 |
| 13 | 27 | 0,59 | 19 | 1,41 | 27 | 1,40 | 19 | 0,26 | 40 | 1,00 | 27 | 1,50 | 40 | 2,50 |
| 14 | 19 | 0,85 | 19 | 1,41 | 27 | 1,40 | 19 | 0,26 | 40 | 1,00 | 19 | 2,63 | 40 | 2,50 |
| 15 | 19 | 0,85 | 19 | 1,41 | 19 | 2,10 | 19 | 0,26 | 40 | 1,00 | 19 | 2,63 | 40 | 2,50 |
| 16 | 19 | 0,85 | 19 | 1,41 | 19 | 2,10 | 19 | 0,26 | 40 | 1,00 | 19 | 2,63 | 40 | 2,50 |
| 17 | 19 | 0,85 | 19 | 1,41 | 19 | 2,10 | 19 | 0,26 | 40 | 1,00 | 19 | 2,63 | 40 | 2,50 |
| 18 | 19 | 0,85 | 13 | 2,07 | 19 | 2,10 | 19 | 0,26 | 40 | 1,00 | 19 | 2,63 | 40 | 2,50 |
| 19 | 13 | 1,24 | 13 | 2,07 | 19 | 2,10 | 13 | 0,38 | 27 | 1,48 | 13 | 3,90 | 27 | 3,70 |
| 20 | 13 | 1,24 | 13 | 2,07 | 19 | 2,10 | 19 | 0,38 | 27 | 1,48 | 13 | 3,90 | 27 | 1,48 |
| 21 | 13 | 1,24 | 13 | 2,07 | 13 | 3,08 | 13 | 0,38 | 27 | 1,48 | 13 | 3,90 | 27 | 1,48 |
| 22 | 13 | 1,24 | 13 | 2,07 | 13 | 3,08 | 13 | 0,38 | 27 | 1,48 | 13 | 3,90 | 27 | 1,48 |
| Maskintyp | Bearbetning av | Antal obs. n | Uppsättningstid | "Kortaste totaltid pr arbetsstycke" Min. Medel, och Max. min. | Maskin- bearbetning | Växling av arbets- stycket | Mätning | Verktygs- förflyttning | |
| st. | Kortaste min. | Längsta min. | % | % | % | % | |||
| Karusellsvarv . . . | Gjutjärn | 4 | 47,3±2,8 | 75,7 | 72–102–119 | 72,6±5,8 | 6,9±3,3 | 8,7±2,4 | 11,8±0,6 |
| Revolversvarv (cbuckarbete) . . . | Stål | 7 | 55,3±6,9 | 88,5 | 4,8–48,6–100,0 | 66,8±15,0 | 13,3±8,3 | 5,3+±3,0 | 14,8±5,0 |
| Revolversvarv (stångmaterial) . . . | Stål | 28 | 31,64–7,9 | 50,6 | 1,0–5,1–21,4 | 60,7±7,5 | 9,6±3,2 | 1,5±1,6 | 28,2±6,4 |
| Bordhyvel . . . | Gjutjärn | 13 | 49,0±13,4 | 78,4 | 30–407–1785 | 58,1±14,4 | 26,8±10,6 | 10,2±5,8 | 4,9±2,4 |
| Borrmaskin (handmatning) . . . | Gjj. Stål | 19 | 6,8±1,0 | 10,9 | 0,5–2,3–6,8 | 55,1±12,4 | 29,2±11,0 | 0,0 | 15,7±5,1 |
| Vert. fräsmaskin . . . | Gjutjärn | 18 | 16,9±4,0 | 27,0 | 2,4–13,5–57,2 | 53,9±13,1 | 21,3±8,4 | 16,4±7,8 | 8,4±3,8 |
| Portalfräsmaskin . . . | Gjutjärn | 7 | 23,4±13,9 | 37,4 | 19,0–60,4–119 | 52,4±12,8 | 22,6±9,4 | 10,4±3,5 | 14,6±5,8 |
| Planslipmaskin . . . | Stål | 10 | 14,6±1,8 | 23,4 | 0,6–3,3–12,6 | 50,1±10,2 | 39,3±13,1 | 1,3±1,8 | 9,3±11,0 |
| Kipphyvel . . . | Stål, Gjj. | 15 | 9,8±1,7 | 15,7 | 4,2–32,5–86,3 | 48,4±10,2 | 15,96,4 | 15,1±7,8 | 22,8±8,4 |
| Rundslipmaskin . . . | Stål, Gjj. | 27 | 13,2±2,7 | 21,1 | 1,0–8,2–26,8 | 46,5±13,1 | 30,2±9,1 | 6,9±6,1 | 16,5±6,5 |
| Innerslipmaskin . . . | Stål | 8 | 13,7±0,3 | 21,9 | 5,1–13,1–22,3 | 40,8±6,7 | 27,9±9,2 | 13,4±6,8 | 7,9±2,1 |
| Planfräsmaskin . . . | Stål, Gjj. | 23 | 16,6±2,0 | 26,6 | 1,5–8,8–97,7 | 40,4±9,8 | 34,7±7,8 | 12,7±7,9 | 12,2±4,9 |
| Svarv . . . | Stål, Gjj. | 28 | 22,6±9,4 | 36,2 | 1,8–17,9–79,2 | 34,8±14,0 | 23,8±11,4 | 13,8±5,8 | 27,6±11,1 |
| Arborrmaskin . . . | Gjutjärn | 11 | 48,2±10,4 | 77,2 | 25–154–361 | 26,1±7,9 | 23,9±14,5 | 22,8±9,9 | 20,6±5,3 |
| Vert. hyvel . . . | Stål. Gjj. | 8 | 16,9±2,7 | 27,0 | 2,8–6,4–16,1 | 22,1±4,8 | 34,8±9,4 | 12,4±8,5 | 30,7±7,3 |
| Borrmaskin . . . | Gjj. Stål | 18 | 10,5±2,2 | 16,8 | 1,7–7,0–38,4 | 17,3±7,5 | 30,5±10,7 | 0,6±1,0 | 51,6±10,6 |
| Radialborrmaskin . . . | Gjutjärn | 11 | 15,5±3,2 | 24,8 | 3,8–40,9–220,0 | 12,3±2,1 | 36,1±10,5 | 1,8±1,8 | 49,8±9,7 |
| [sigma] s2 | |||||||||||||||||||||||||
| S = 0,674 [kvdratrot] | –––––––– | , | |||||||||||||||||||||||
| n | </table>
På analogt sätt har jag bearbetat kortaste uppsättningstiden i minuter. Med kortaste uppsättningstiden förstås den tid som beräknas åtgå för en utomordentligt skicklig arbetare att iordningställa en maskin för ett nytt arbete, dvs. att sätta upp och ställa in samtliga verktyg, spänna fast borrgigg, byta chuck, ändra utväxlingsförhållanden om så erfordras etc. Med längsta uppsättningstiden förstås den kortaste upp sättnings tiden, ökad med 60 %. Samtliga sålunda beräknade värden hava sammanförts i tabell IV. I tabellen har även införts en kolumn Vid finskär förutsattes skärdjup 1/32". Tabellen gäller för gjutjärn. Korrektionsfaktor vid annat material.
Gäller för all hyvling utom för kilspår. << prev. page << föreg. sida << >> nästa sida >> next page >> Project Runeberg, Tue Dec 12 02:16:40 2023 (aronsson) (diff) (history) (download) << Previous Next >> https://runeberg.org/tektid/1934m/0138.html |