
Full resolution (TIFF) - On this page / på denna sida - Häfte 12. Dec. 1934 - Ragnar Woxén: Förhållandet mellan bearbetningstid och total produktionstid per arbetsstycke vid några vanliga verktygsmaskiner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
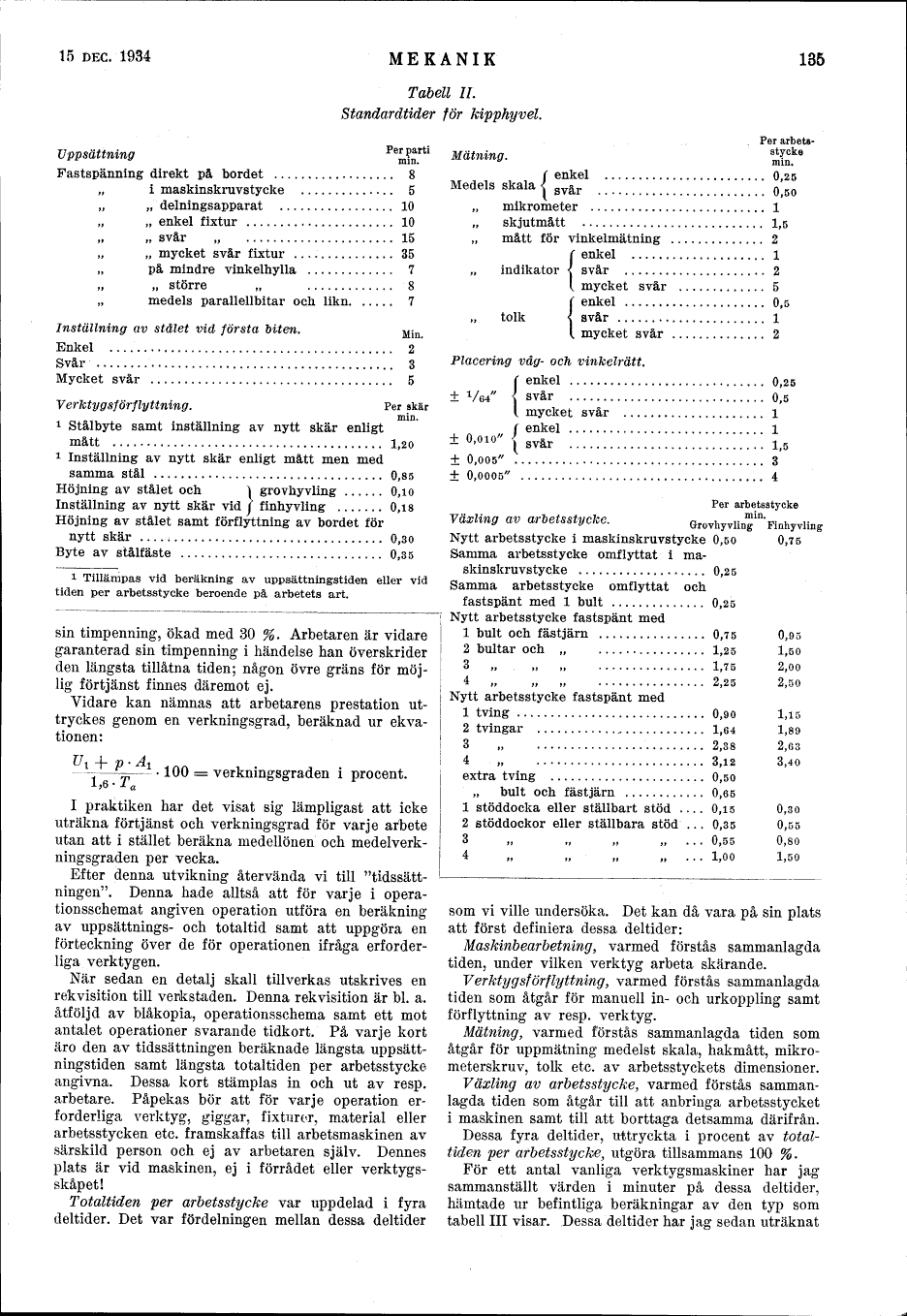
Tabell II.
Standardtider för kipphyvel.
| Per parti | |
| Uppsättning | min. |
| Fastspänning direkt på bordet . . . | 8 |
| Fastspänning i maskinskruvstycke . . . | 5 |
| Fastspänning i delningsapparat . . . | 10 |
| Fastspänning i enkel fixtur . . . | 10 |
| Fastspänning i svår fixtur . . . | 15 |
| Fastspänning i mycket svår fixtur . . . | 35 |
| Fastspänning på mindre vinkelhylla . . . | 7 |
| Fastspänning på större vinkelhylla . . . | 8 |
| Fastspänning medels parallellbitar och likn. . . . | 7
|
| Inställning av stålet vid första biten. | Min |
| Enkel . . . | 2 |
| Svår . . . | 3 |
| Mycket svår . . . | 5
|
| Per skär | |
| Verktygsförflyttning. | min. |
| [1]Stålbyte samt inställning av nytt skär enligt mått | 1,20 |
| [2]Inställning av nytt skär enligt mått men med samma stål . . . | 0,85 |
| Höjning av stålet och }grovhyvling . . . | 0,10 |
| Inställning av nytt skär vid }finhyvling . . . | 0,18 |
| Höjning av stålet samt förflyttning av bordet för nytt skär . . . | 0,30 |
| Byte av stålfäste . . . | 0,35
|
| Mätning. | Per arbetsstycke min. |
| Medels skala enkel . . . | 0,25 |
| Medels skala svår . . . | 0,50 |
| Medels mikrometer . . . | 1 |
| Medels skjutmått . . . | 1,5 |
| Medels mått för vinkelmätning . . . | 2 |
| Medels indikator enkel . . . | 1 |
| Medels indikator svår . . . | 2 |
| Medels indikator mycket svår . . . | 5 |
| Medels tolk enkel . . . | 0,5 |
| Medels tolk svår . . . | 1 |
| Medels tolk mycket svår . . . | 2
|
| Placering våg- och vinkelrätt. | |
| ± 1/64" enkel . . . | 0,25 |
| ± 1/64" svår . . . | 0,5 |
| ± mycket svår . . . | 1 |
| ± 0,010" enkel . . . | 1 |
| ± 0,010" svår . . . | 1,5 |
| ± 0,005" . . . | 3 |
| ± 0,0005" . . . | 4 |
| Per arbetsstycke min. |
||
| Växling av arbetsstycke. | Grovhyvling | Finhyvling |
| Nytt arbetsstycke i maskinskruvstycke | 0,50 | 0,75 |
| Samma arbetsstycke omflyttat i maskinskruvstycke . . . | 0,25 | |
| Samma arbetsstycke omflyttat och fastspänt med 1 bult . . . | 0,25 | |
| Nytt arbetsstycke fastspänt med | ||
| 1 bult och fästjärn . . . | 0,75 | 0,95 |
| 2 bultar och fästjärn . . . | 1,25 | 1,50 |
| 3 bultar och fästjärn . . . | 1,75 | 2,00 |
| 4 bultar och fästjärn . . . | 2,25 | 2,50
|
| Nytt arbetsstycke fastspänt med | ||
| 1 tving . . . | 0,90 | 1,15 |
| 2 tvingar . . . | 1,64 | 1,89 |
| 3 tvingar . . . | 2,38 | 2,63 |
| 4 tvingar . . . | 3,12 | 3,40 |
| extra tving . . . | 0,50 | |
| extra bult och fästjärn . . . | 0,65 | |
| 1 stöddocka eller ställbart stöd . . . | 0,15 | 0,30 |
| 2 stöddockor eller ställbara stöd . . . | 0,35 | 0,55 |
| 3 stöddockor eller ställbara stöd . . . | 0,55 | 0,80 |
| 4 stöddockor eller ställbara stöd . . . | 1,00 | 1,50 |
| U1 + p x A1 | |
| –––––––––– | . 100 = verkningsgraden i procent. |
| 1,6 x Ta |
<< prev. page << föreg. sida << >> nästa sida >> next page >>