
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
Fig-. 10. Samma dragbänk som i fig. 9: arbetsplats.
igångsattes med den lägre hastigheten på motorn,
varefter motorn får gå upp i sitt högre varvtal och
härigenom bibringar kedjan den ordinarie
draghastigheten inom loppet av några få sekunder. Denna
omkoppling sker fullt automatiskt över reläer genom
av tångvagnen påverkad strömbrytare. För
tångvagnens återförande till utgångsläget finnes en
särskild motor, även den med två hastigheter. Efter
fullbordat drag trycker arbetaren på en knapp,
varvid denna returmotor igångsättes. Tångvagnen
återvänder mot dragskivan med hög hastighet, och när
den tillryggalagt större delen av sin väg tillbaka,
omkopplas returmotorn automatiskt till låg hastighet
för att slutligen automatiskt bromsas in, när tången
kommit fram till dragskivan. Samtidigt med att
detta sker, omkopplas, likaledes automatiskt,
huvudmotorn till sitt lägre varvtal. Nästa rör börjar
sålunda dragas vid den låga hastigheten, varefter det
nu relaterade förloppet upprepas.
Vid denna bänk ernås sålunda automatiskt den
önskade förändringen av draghastigheten. Även i
övrigt är arbetarens ingripande begränsat till ett
minimum. De rör, som skola dragas, äro upplagda på
en ställning t. v. om bänken (fig. 10). Arbetaren
rullar ned ett rör i rännan, och medan det föregående
röret befinner sig under dragning över den ena
dornen, sätter han sin fot på en fotströmbrytare.
Härigenom sättes en kolv, som löper i rännan, i rörelse
och skjuter röret in över den andra dornstången.
Efter fullbordat värv återgår kolven automatiskt till
sitt utgångsläge i rännans övre del. När föregående
rör dragits ut genom skivan, faller det nyss påskjutna
röret ned i läge mitt för dragskivan ocli lyfter
därvid samtidigt den ledigblivna dornstången upp i
på-skjutningsläge. Tångvagnen, som omedelbart
retur-neras på sätt som nyss beskrivits, är försedd med en
utlösningsanordning, som träder i funktion vid
återkomsten till dragskivan. Tången griper om spetsen
av nästa rör, som under tiden införts i skivan med
tryckluft, kroken hakar in i kedjan och röret drages
utan att något handgrepp av arbetaren erfordras.
Instrumenttavlan till denna bänk med sina
kontaktorer och reläer av olika slag ger f. ö. en illustration
till den utveckling, som ägt rum från de ännu här och
var förekommande enkla dragbänkarna med rem och
nollskiva fram till halvautomatiska maskiner av den
typ, som jag nu beskrivit.
För några år sedan framkom inom rörtillverkningen
en ny bearbetningsmetod, som ersätter kalldragningen
med kallvalsning. Uppfinningen är amerikansk och
patentinnehavare är The Tube Reducing Corpora
tion, Stamford, Conn.
De vid kalldragningen av rör använda verktygen,
dragskivan och dragdomen, äro vid den nya
metoden, som har vissa likheter med s. k. pilgervalsning,
ersatta av ett par valsar (eller valssegment) och en
konisk dorn.
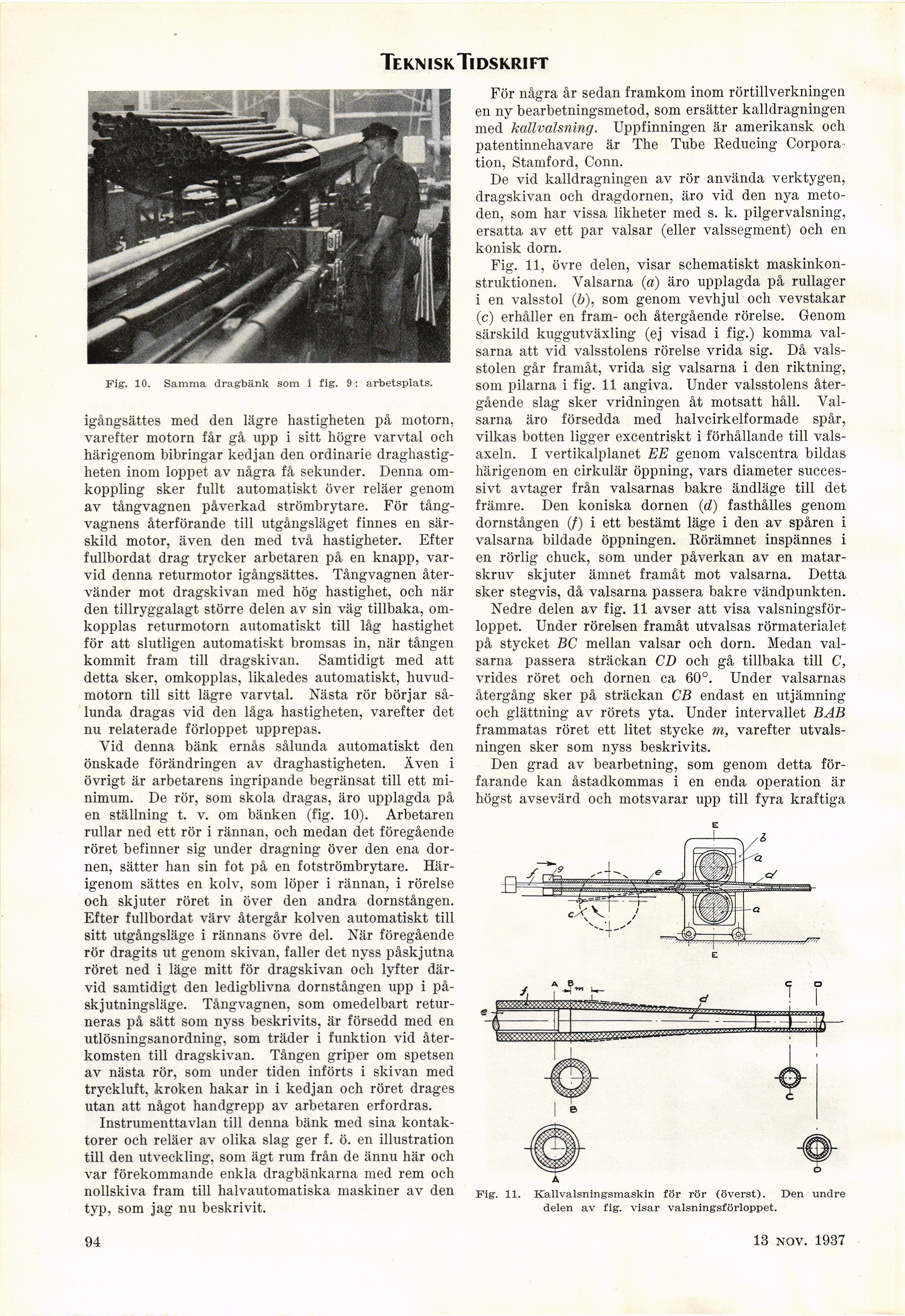
Fig. 11, övre delen, visar schematiskt
maskinkonstruktionen. Valsarna (a) äro upplagda på rullager
i en valsstol (b), som genom vevhjul och vevstakar
(c) erhåller en fram- och återgående rörelse. Genom
särskild kuggutväxling (ej visad i fig.) komma
valsarna att vid valsstolens rörelse vrida sig. Då
valsstolen går framåt, vrida sig valsarna i den riktning,
som pilarna i fig. 11 angiva. Under valsstolens
återgående slag sker vridningen åt motsatt håll.
Valsarna äro försedda med halvcirkelformade spår,
vilkas botten ligger excentriskt i förhållande till
valsaxeln. I vertikalplanet EE genom valscentra bildas
härigenom en cirkulär öppning, vars diameter
successivt avtager från valsarnas bakre ändläge till det
främre. Den koniska dornen (d) fasthålles genom
dornstången (f) i ett bestämt läge i den av spåren i
valsarna bildade öppningen. Rörämnet inspännes i
en rörlig chuck, som under påverkan av en
matar-skruv skjuter ämnet framåt mot valsarna. Detta
sker stegvis, då valsarna passera bakre vändpunkten.
Nedre delen av fig. 11 avser att visa
valsningsför-loppet. Under rörelsen framåt utvalsas rörmaterialet
på stycket BC mellan valsar och dorn. Medan
valsarna passera sträckan CD och gå tillbaka till C,
vrides röret och dornen ca 60°. Under valsarnas
återgång sker på sträckan CB endast en utjämning
och glättning av rörets yta. Under intervallet BAB
frammatas röret ett litet stycke m, varefter
utvalsningen sker som nyss beskrivits.
Den grad av bearbetning, som genom detta
förfarande kan åstadkommas i en enda operation är
högst avsevärd och motsvarar upp till fyra kraftiga
C>V J ^
Fig". 11. Kallvalsningsmaskin för rör (överst). Den undre
delen av fig*, visar valsning-sförloppet.
94
11 dec. 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}