
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Tekn isk Tidskrift
Plåttjocklek t mm
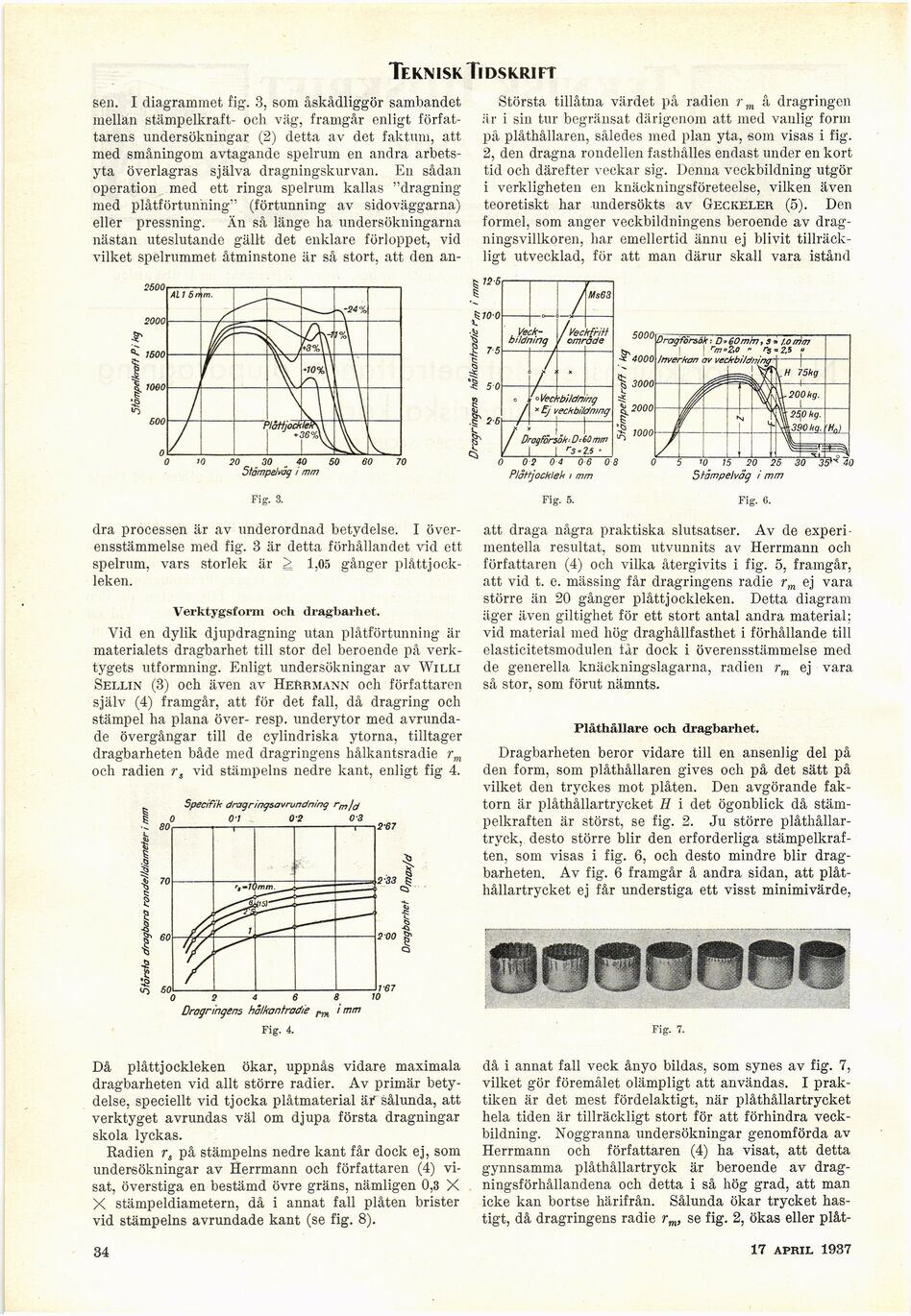
sen. I diagrammet fig. 3, som åskådliggör sambandet
mellan stämpelkraft- och väg, framgår enligt
författarens undersökningar (2) detta av det faktum, att
med småningom avtagande spelrum en andra
arbets-yta överlagras själva dragningskurvan. En sådan
operation med ett ringa spelrum kallas "dragning
med plåtförtunning" (förtunning av sidoväggarna)
eller pressning. Än så länge lia undersökningarna
nästan uteslutande gällt det enklare förloppet, vid
vilket spelrummet åtminstone är så stort, att den an-
Största tillåtna värdet på radien rm å dragringen
är i sin tur begränsat därigenom att med vanlig form
på plåthållaren, således med plan yta, som visas i fig.
2, den dragna rondellen fasthålles endast under en kort
tid och därefter veckar sig. Denna vcckbildning utgör
i verkligheten en knäckningsföreteelse, vilken även
teoretiskt har undersökts av Geckeler (5). Den
formel, som anger veckbildningens beroende av
dragningsvillkoren, har emellertid ännu ej blivit
tillräckligt utvecklad, för att man därur skall vara istånd
Fig. 3.
Fig. 5.
Fig. 6.
Stämpelväg i mm
att draga några praktiska slutsatser. Av de
experimentella resultat, som utvunnits av Herrmann och
författaren (4) och vilka återgivits i fig. 5, framgår,
att vid t. e. mässing får dragringens radie rm ej vara
större än 20 gånger plåttjockleken. Detta diagram
äger även giltighet för ett stort antal andra material;
vid material med hög draghållfasthet i förhållande till
elasticitetsmodulen får dock i överensstämmelse med
de generella knäckningslagarna, radien rm ej vara
så stor, som förut nämnts.
Plåthållare och dragbarhet.
Dragbarheten beror vidare till en ansenlig del på
den form, som plåthållaren gives och på det sätt på
vilket den tryckes mot plåten. Den avgörande
faktorn är plåthållartrycket H i det ögonblick då
stämpelkraften är störst, se fig. 2. Ju större
plåthållar-tryck, desto större blir den erforderliga
stämpelkraften, som visas i fig. 6, och desto mindre blir
dragbarheten. Av fig. 6 framgår å andra sidan, att
plåthållartrycket ej får understiga ett visst minimivärde,
Drogringens hàlkontrodie m i mm
Fig. 4.
Fig. 7.
dra processen är av underordnad betydelse. I
överensstämmelse med fig. 3 är detta förhållandet vid ett
spelrum, vars storlek är ^ 1,05 gånger
plåttjockleken.
Verktygsform och dragbarhet.
Vid en dylik djupdragning utan plåtförtunning är
materialets dragbarhet till stor del beroende på
verktygets utformning. Enligt undersökningar av Willi
Sellin (3) och även av Herrmann och författaren
själv (4) framgår, att för det fall, då dragring och
stämpel ha plana över- resp. underytor med
avrundade övergångar till de cylindriska ytorna, tilltager
dragbarheten både med dragringens hålkantsradie rm
och radien rs vid stämpelns nedre kant, enligt fig 4.
Specifik dragringsavrundning rm]ø
Då plåttjockleken ökar, uppnås vidare maximala
dragbarheten vid allt större radier. Av primär
betydelse, speciellt vid tjocka plåtmaterial äf sålunda, att
verktyget avrundas väl om djupa första dragningar
skola lyckas.
Radien rs på stämpelns nedre kant får dock ej, som
undereökningar av Herrmann och författaren (4)
visat, överstiga en bestämd övre gräns, nämligen 0,3 X
X stämpeldiametern, då i annat fall plåten brister
vid stämpelns avrundade kant (se fig. 8).
då i annat fall veck ånyo bildas, som synes av fig. 7,
vilket gör föremålet olämpligt att användas. I
praktiken är det mest fördelaktigt, när plåthållartrycket
hela tiden är tillräckligt stort för att förhindra
veckbildning. Noggranna undersökningar genomförda av
Herrmann och författaren (4) ha visat, att detta
gynnsamma plåthållartryck är beroende av
dragningsförhållandena och detta i så hög grad, att man
icke kan bortse härifrån. Sålunda ökar trycket
hastigt, då dragringens radie rm, se fig. 2, ökas eller plåt-
34
17 aphil 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}