
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Industriell Ekonomi och Organisation
lagerorder) och rapporterade leveranser samt
totalt på verkstaden inneliggande orderstock,
uppgifter, som alla äro av betydelse för kontroll
av budgetens fullföljande och verkstadens
leveransförmåga.
2. Tillverkningsplaneringen.
Tillverkningsplaneringen eller axeln
planeringsavdelningen—»-verkstaden har till huvudsakliga
uppgifter:
att mottaga order och specifikationer från
leveransplanering och förrådskartotek samt att angiva
hur ingående detaljer skola framskaffas,
att göra för tillverkningen lämpliga grupperingar och
sammanslagningar,
att preparera, tidsätta, utskriva och till verkstaden
distribuera tillverkningsorder, arbetskort och
specifikationer,
att slutligen i verkstaden övervaka att leveranserna
till slutstationerna, dvs. verkstadsavdelningar,
förråd, lager eller packrum, ske på de tider och i
de myckenheter som angivits i
tillverkningsorderna.
Leveranstiderna ha i stort sett fastlagts av
leveransplaneringen åtminstone vad beträffar
varugrupper med enhetligt innehåll.
Tillverkningsplaneringens tidsättning avser därför huvudsakligast
grupper med blandat innehåll samt detaljer och
halvfabrikat, som skola tillverkas för förråd och parkeringar.
Tidsättningen, som räknar med produktionstimmar
som måttstock på produktionsvolymen, bygger på
samma grunder som leveransplaneringen, dvs.
kapacitet, inneliggande belastning och tillverkningstid.
Att uppställa allmängiltiga regler, för hur långt
man skall gå i detalj vid tidsplaneringen i
verkstaden, låter sig icke göra. Det är många faktorer, som
måste tagas i betraktande, och frågan måste därför
avgöras individuellt för varje verkstad,
produktionsart och produktionsgrupp.
Förutom på monteringsbanden ha vi infört
fullständig tidsplanering endast på press- och
svarvavdelningarna samt för vissa specialmaskiner. På
sekundär- och mellanavdelningar ha vi däremot icke ansett
det lämpligt eller ens möjligt att planera
100-procen-tigt.
För att tillverkningsorderna skola flyta
programenligt genom verkstaden torde i många fall en
orderbevakning vara nödvändig. Enligt det s. k.
"pro-gress"-systemet rapporterar verkstaden till
planeringen varje avslutad operation. Enligt ett annat
system nöjer man sig med att enbart rapportera
försenade operationer. Båda systemen ha den
nackdelen, att de föra med sig mycket skriverier och
mängder av papper. Vi rapportera numera endast
ordernas start- och färdigdatum, men för övrigt ha
vi ersatt pappersfloden med personlig övervakning,
utövad direkt ute på verkstadsavdelningarna av de
s. k. orderbevakarna. Dessa orderbevakare äro
planeringens representanter, och deras huvudsakliga
uppgifter äro:
att bevaka tillverkningens framåtskridande och att
vid behov ingripa och ge direktiv om den ordning
och de tider, på vilka orderna skola tagas i arbete.
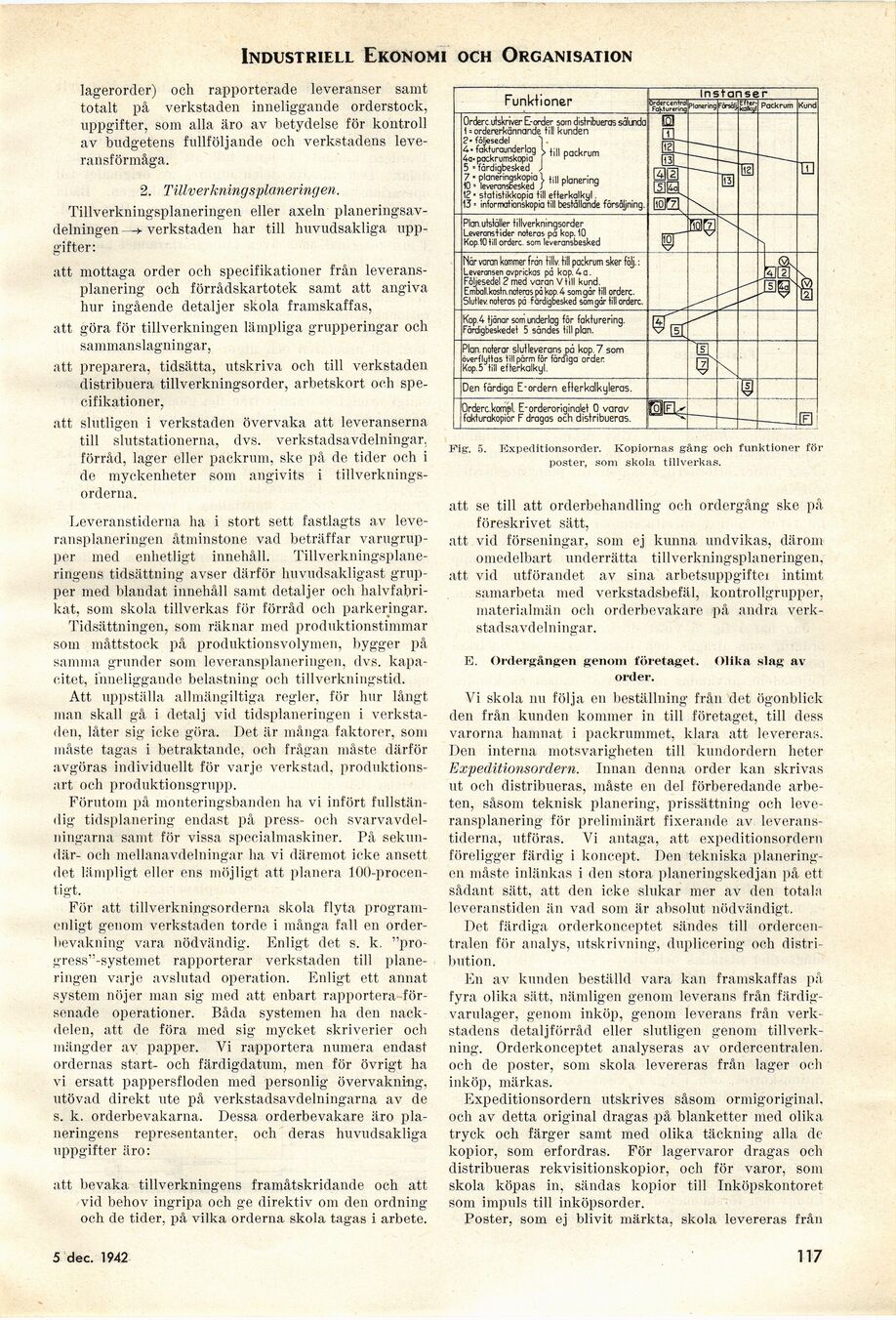
Fig:. 5. Expeditionsorder. Kopiornas gång’ och funktioner för
poster, som skola tillverkas.
att se till att orderbehandling och ordergång ske på
föreskrivet sätt,
att vid förseningar, som ej kunna undvikas, därom
omedelbart underrätta tillverkningsplaneringen,
att vid utförandet av sina arbetsuppgifter intimt
samarbeta med verkstadsbefäl, kontrollgrupper,
materialmän och orderbevakare på andra
verkstadsavdelningar.
E. Ordergången genom företaget. Olika slag av
order.
Vi skola nu följa en beställning från det ögonblick
den från kunden kommer in till företaget, till dess
varorna hamnat i packrummet, klara att levereras.
Den interna motsvarigheten till kundordern heter
Expeditionsordern. Innan denna order kan skrivas
ut och distribueras, måste en del förberedande
arbeten, såsom teknisk planering, prissättning och
leveransplanering för preliminärt fixerande av
leveranstiderna, utföras. Vi antaga, att expeditionsordern
föreligger färdig i koncept. Den tekniska
planeringen måste inlänkas i den stora planeringskedjan på ett
sådant sätt, att den icke slukar mer av den totala
leveranstiden än vad som är absolut nödvändigt.
Det färdiga orderkonceptet sändes till
ordercentralen för analys, utskrivning, duplicering och
distribution.
En av kunden beställd vara kan framskaffas på
fyra olika sätt, nämligen genom leverans från
färdigvarulager, genom inköp, genom leverans från
verkstadens detaljförråd eller slutligen genom
tillverkning. Orderkonceptet analyseras av ordercentralen,
och de poster, som skola levereras från lager och
inköp, märkas.
Expeditionsordern utskrives såsom ormigoriginal,
och av detta original dragas på blanketter med olika
tryck och färger samt med olika täckning alla de
kopior, som erfordras. För lagervaror dragas och
distribueras rekvisitionskopior, och för varor, som
skola köpas in, sändas kopior till Inköpskontoret
som impuls till inköpsorder.
Poster, som ej blivit märkta, skola levereras från
4 april 1942
117
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}