
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
tjocklek. Visserligen kan man lägga på zink
nästan hur tunt och hur tjockt som helst vid
sprut-förzinkning, men i praktiken brukar man hålla
sig till omkring 0,15 mm skikt, dvs. till ungefär
den tjocklek, som man i bästa fall erhåller vid
varmförzinkning av större föremål. Vid galvanisk
förzinkning ligger beläggningen normalt vid
0,010—0,015 mm och i praktiken kommer därför
varmförzinkningen och sprutförzinkningen att
vara ungefär likvärdiga men överlägsna den
galvaniska förzinkningen ur korrosionssynpunkt.
Ur utseendesynpunkt är den galvaniska
förzinkningen — och speciellt glansförzinkningen —
avgjort att föredra framför de båda andra
metoderna. Sprutförzinkningen är kanske något
prydligare än varmförzinkningen, speciellt om ytan
är borstad eller polerad efter sprutningen.
Borstning eller polering av sprutad zink är dock
relativt ovanlig.
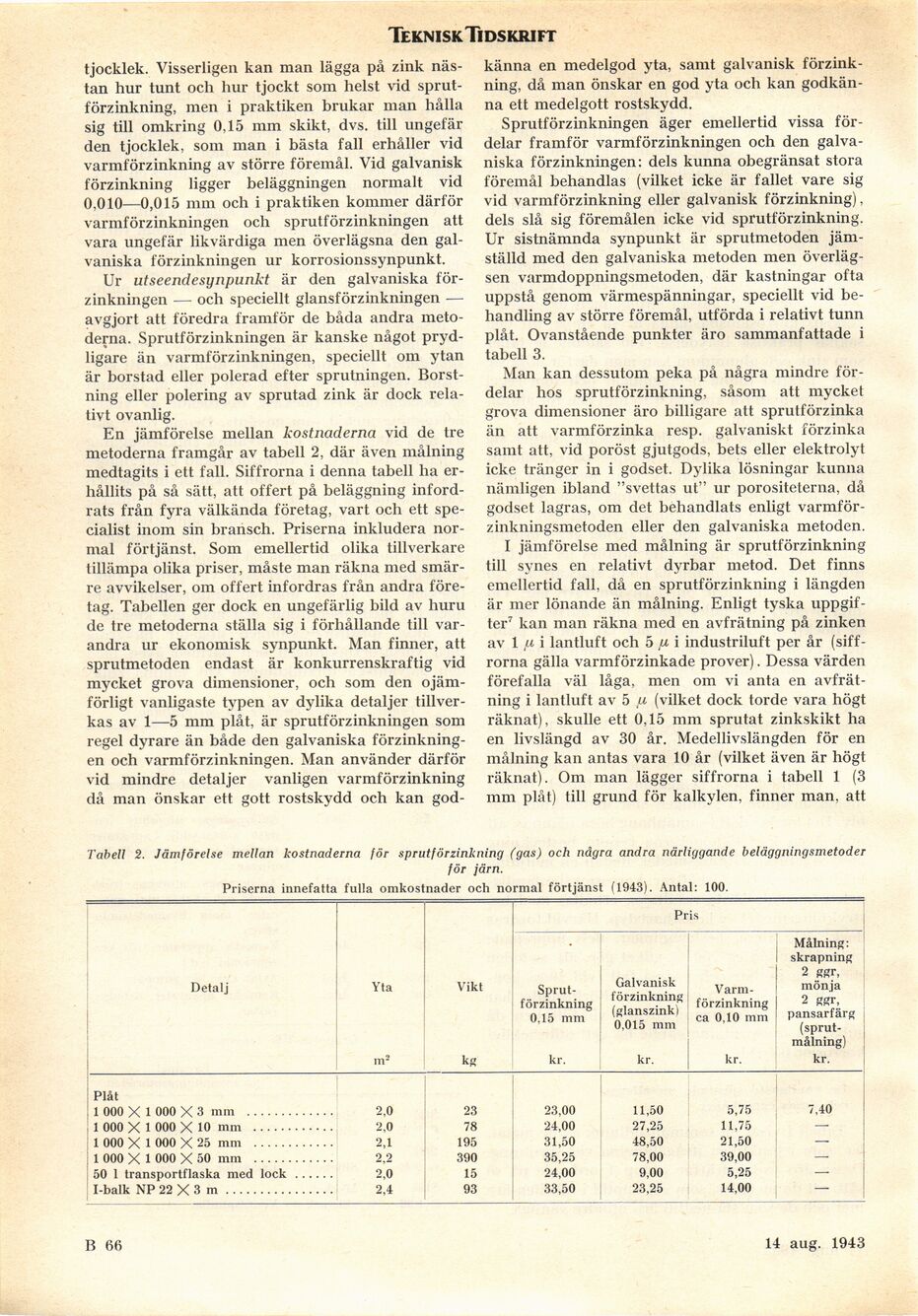
En jämförelse mellan kostnaderna vid de tre
metoderna framgår av tabell 2, där även målning
medtagits i ett fall. Siffrorna i denna tabell lia
erhållits på så sätt, att offert på beläggning
infordrats från fyra välkända företag, vart och ett
specialist inom sin bransch. Priserna inkludera
normal förtjänst. Som emellertid olika tillverkare
tillämpa olika priser, måste man räkna med
smärre avvikelser, om offert infordras från andra
företag. Tabellen ger dock en ungefärlig bild av huru
de tre metoderna ställa sig i förhållande till
varandra ur ekonomisk synpunkt. Man finner, att
sprutmetoden endast är konkurrenskraftig vid
mycket grova dimensioner, och som den
ojämförligt vanligaste typen av dylika detaljer
tillverkas av 1—5 mm plåt, är sprutförzinkningen som
regel dyrare än både den galvaniska
förzinkningen och varmförzinkningen. Man använder därför
vid mindre detaljer vanligen varmförzinkning
då man önskar ett gott rostskydd och kan god-
känna en medelgod yta, samt galvanisk
förzinkning, då man önskar en god yta och kan
godkänna ett medelgott rostskydd.
Sprutförzinkningen äger emellertid vissa
fördelar framför varmförzinkningen och den
galvaniska förzinkningen: dels kunna obegränsat stora
föremål behandlas (vilket icke är fallet vare sig
vid varmförzinkning eller galvanisk förzinkning),
dels slå sig föremålen icke vid sprutförzinkning.
Ur sistnämnda synpunkt är sprutmetoden
jämställd med den galvaniska metoden men
överlägsen varmdoppningsmetoden, där kastningar ofta
uppstå genom värmespänningar, speciellt vid
behandling av större föremål, utförda i relativt tunn
plåt. Ovanstående punkter äro sammanfattade i
tabell 3.
Man kan dessutom peka på några mindre
fördelar hos sprutförzinkning, såsom att mycket
grova dimensioner äro billigare att sprutförzinka
än att varmförzinka resp. galvaniskt förzinka
samt att, vid poröst gjutgods, bets eller elektrolyt
icke tränger in i godset. Dylika lösningar kunna
nämligen ibland "svettas ut" ur porositeterna, då
godset lagras, om det behandlats enligt
varmför-zinkningsmetoden eller den galvaniska metoden.
I jämförelse med målning är sprutförzinkning
till synes en relativt dyrbar metod. Det finns
emellertid fall, då en sprutförzinkning i längden
är mer lönande än målning. Enligt tyska
uppgifter7 kan man räkna med en avfrätning på zinken
av 1 fi, i lantluft och 5 fi i industriluft per år
(siffrorna gälla varmförzinkade prover). Dessa värden
förefalla väl låga, men om vi anta en
avfrätning i lantluft av 5 fi (vilket dock torde vara högt
räknat), skulle ett 0,15 mm sprutat zinkskikt ha
en livslängd av 30 år. Medellivslängden för en
målning kan antas vara 10 år (vilket även är högt
räknat). Om man lägger siffrorna i tabell 1 (3
mm plåt) till grund för kalkylen, finner man, att
Tabell 2. Jämförelse mellan kostnaderna för sprutförzinkning (gas) och några andra närliggande beläggningsmetoder
för järn.
Priserna innefatta fulla omkostnader och normal förtjänst (1943). Antal: 100.
Detalj
Yta
Pris
Vikt
kg
[-Sprutförzinkning-]
{+Sprut-
förzinkning+}
0,15 mm
kr.
Plåt
1 000 X 1 000 X 3 mm ............ 2,0 23 23,00 11,50 5,75 7,40
1 000 X 1 000 X 10 mm ........... 2,0 78 24,00 27,25 11,75 —
1 000 X 1 000 X 25 mm ........... 2,1 195 31,50 48,50 21,50
1 000 X 1 000 X 50 mm ........... 2,2 390 35,25 78,00 39,00
50 1 transportflaska med lock..... 2,0 15 24,00 9,00 5,25
I-balk NP 22 X 3 m ............... 2,4 93 33,50 23,25 14.00
Galvanisk
förzinkning
(glanszinkl
0,015 mm
kr.
[-Varmförzinkning-]
{+Varm-
förzinkning+}
ca 0,10 mm
kr.
Målning:
skrapning
2 ggr,
mönja
2 ggr,
pansarfärg
[-(sprut-målning)-]
{+(sprut-
målning)+}
kr.
B 66
11 dec. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}