
Full resolution (JPEG) - On this page / på denna sida - H. 45. 11 november 1944 - De grafiske Metallers Metallurgi, av Börge Lunn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1294
TEKNISK TIDSKRIFT
lavt Tinindhold i Sättemaskinemetallet. Af
Hen-syn til den gode Stöbelighed er det vigtigt, at
Sättemaskinelegeringerne er fri for fremmede
Metaller og andre Urenheder. Til Arbejder, hvor
Ar-bejdshastigheden ikke er den vigtigste Faktor,
men hvor Skriftbilledet skal staa särlig skarpt,
anvendes ofte de mere tinholdige Legeringer som
5—11; derimod er det yderst själdent der
anvendes overeutektiske Legeringer i Sättemaskiner,
idet Arbejdshastigheden for disse Legeringer er
ret ringe, som Fölge af Smelteintervallet.
Til Stereotypi, hvor der dels önskes god
Stöbelighed, men ogsaa god Slid- og Trykstyrke,
anvendes gerne overeutektiske Legeringer; en meget
udbredt Standardlegering indeholder 5 % Tin og
14 % Antimon. Jo större Oplag Stereotypierne
skal holde til, des mere overeutektisk Legering
bör anvendes; man bruger op til f.Eks. 7 % Tin
og 18 % Antimon og kan derved opnaa Oplag
paa over 200 000 stk. Men disse Legeringer er
vanskelige at stöbe, hvorfor man til store Oplag
hellere bruger Galvanos eller forkobrede eller
eventuelt forniklede Stereotypier, stöbt med
5—14. Til Stöbning paa Stereoautomater
anvendes gerne Legeringer med höjere Tinindhold, idet
de er mere letflydende, man bruger op til 10 %
Tin — Legeringen 10—15 er hyppigt anvendt.
Med denne Legering faar man meget smukke
Billeder ved Rotationstryk. Dette ser man af de
engelske Aviser, hvor man gerne anvender meget
tinholdigt Stereotypimetal. Det er ikke alene et
Spörgsmaal om Papirets Kvalitet at faa gode
Billeder, det er i allerhöjeste Grad et Spörgsmaal
om et god Stereotypilegering.
Ved Stöbning paa Monotypemaskine er Kravene
til Legeringens Stöbelighed ikke saa store, fordi
det er relativt let at sikre sig god Stöbning af den
forholdsvis simple Form, der anvendes; derimod
skal Legeringen väre letflydende, og der anvendes
derför gerne overeutektiske Legeringer med ret
stort Tinindhold, f.Eks. 8—15, 9—18, 9—19, der
alle er fremragende Legeringer med stor Styrke
og Slidbestandighed.
Til Stöbning af Typer for Haandsats gälder det
först og fremmest om at anvende Legeringer med
störst muligt Styrke og Slidbestandighed, medens
Stöbeligheden er underordnet. Hertil anvendes
gerne Legeringer med op til 30 % Antimon og op
til over 10 % Tin, i månge Tilfälde ogsaa op til
1 % Kobber. Legeringerne med Kobber er mere
slidfaste end Legeringerne uden, de er dog lidt
vanskeligere at stöbe med og giver ogsaa lidt mere
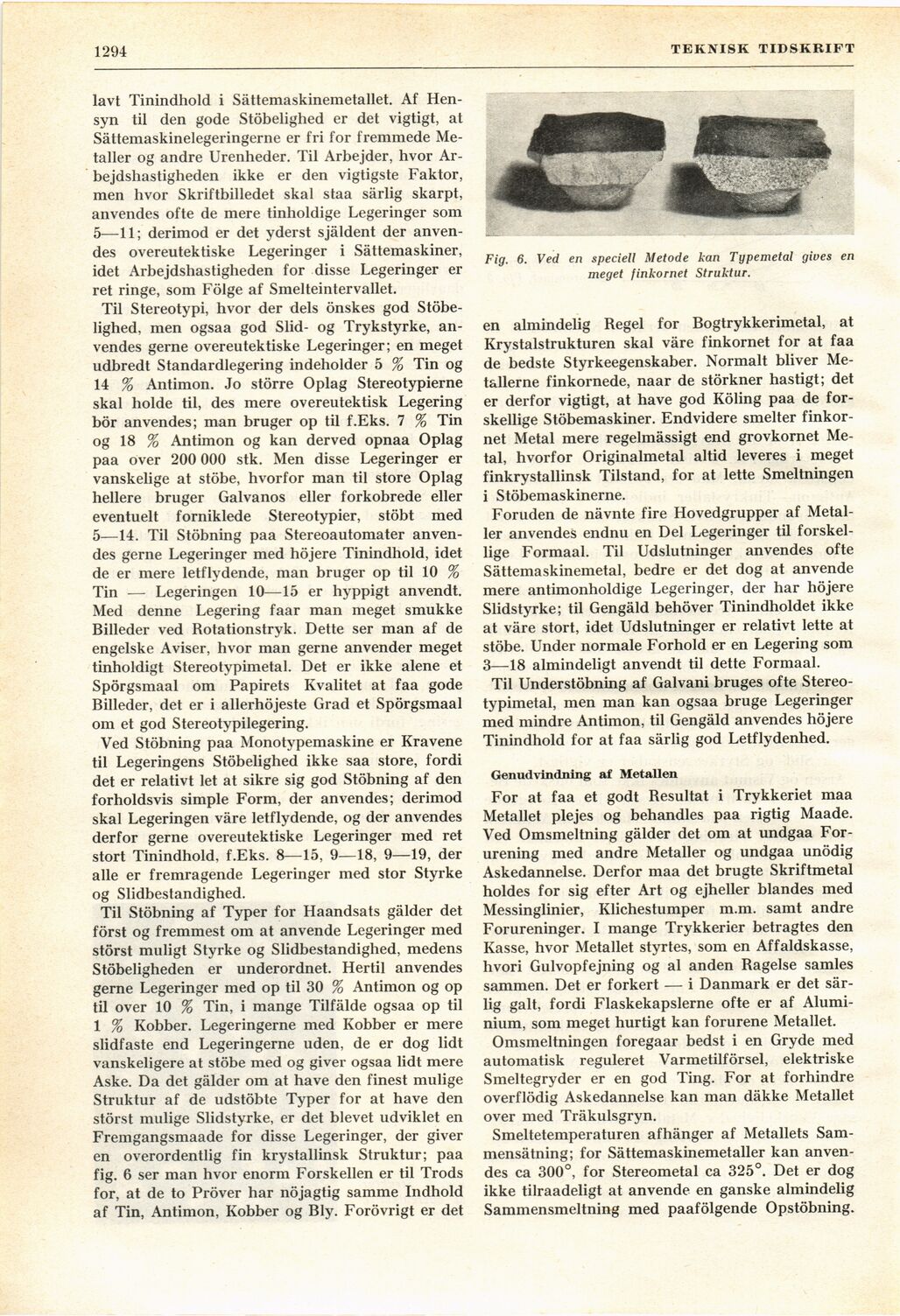
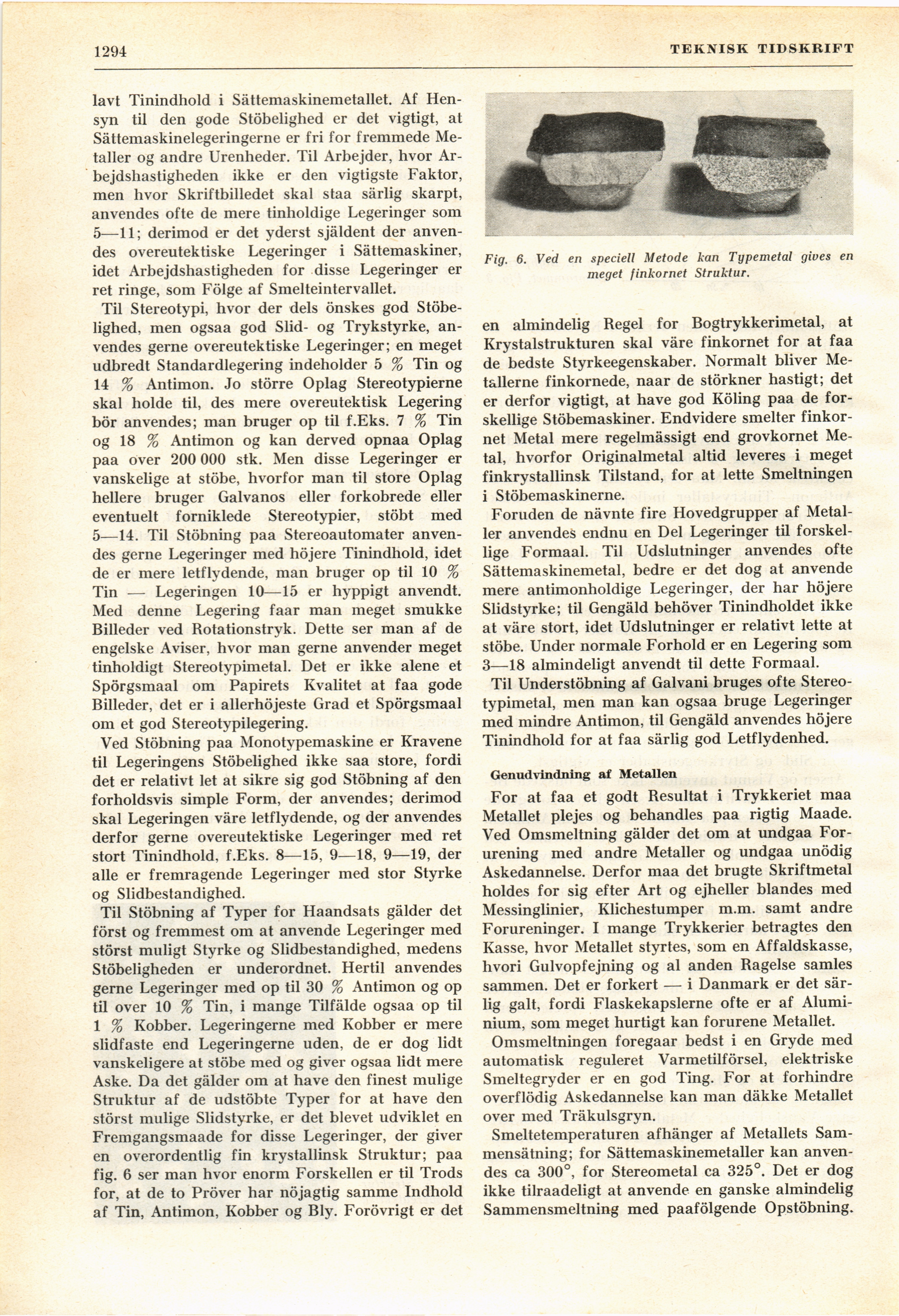
Aske. Da det gälder om at have den finest mulige
Struktur af de udstöbte Typer for at have den
störst mulige Slidstyrke, er det blevet udviklet en
Fremgangsmaade for disse Legeringer, der giver
en overordentlig fin krystallinsk Struktur; paa
fig. 6 ser man hvor enorm Forskellen er til Trods
for, at de to Prover har nöjagtig samme Indhold
af Tin, Antimon, Kobber og Bly. Förövrigt er det
Fig. 6. Ved en speciell Metode kan Typemetal gives en
meget finkornet Struktur.
en almindelig Regel for Bogtrykkerimetal, at
Krystalstrukturen skal väre finkornet for at faa
de bedste Styrkeegenskaber. Normalt bliver
Metallerne finkornede, naar de störkner hastigt; det
er derför vigtigt, at have god Koling paa de
for-skellige Stöbemaskiner. Endvidere smelter
finkornet Metal mere regelmässigt end grovkornet
Me-tal, hvorfor Originalmetal altid leveres i meget
finkrystallinsk Tilstand, for at lette Smeltningen
i Stöbemaskinerne.
Foruden de nävnte fire Hovedgrupper af
Metaller anvendes endnu en Del Legeringer til
forskel-lige Formaal. Til Udslutninger anvendes ofte
Sättemaskinemetal, bedre er det dog at anvende
mere antimonholdige Legeringer, der har höjere
Slidstyrke; til Gengäld behöver Tinindholdet ikke
at väre stort, idet Udslutninger er relativt lette at
stöbe. Under normale Forhold er en Legering som
3—18 almindeligt anvendt til dette Formaal.
Til Understöbning af Galvani bruges ofte
Stereotypimetal, men man kan ogsaa bruge Legeringer
med mindre Antimon, til Gengäld anvendes höjere
Tinindhold for at faa särlig god Letflydenhed.
Genudvindning af Metallen
For at faa et godt Resultat i Trykkeriet maa
Metallet plejes og behandles paa rigtig Maade.
Ved Omsmeltning gälder det om at undgaa
For-urening med andre Metaller og undgaa unödig
Askedannelse. Derför maa det brugte Skriftmetal
höides for sig efter Art og ejheller blandes med
Messinglinier, Klichestumper m.m. samt andre
Forureninger. I månge Trykkerier betragtes den
Kasse, hvor Metallet styrtes, som en Affaldskasse,
hvori Gulvopfejning og al anden Ragelse samles
sammen. Det er forkert — i Danmark er det
särlig gält, fordi Flaskekapslerne ofte er af
Aluminium, som meget hurtigt kan forurene Metallet.
Omsmeltningen foregaar bedst i en Gryde med
automatisk reguleret Varmetilförsel, elektriske
Smeltegryder er en god Ting. For at forhindre
överflödig Askedannelse kan man däkke Metallet
over med Träkulsgryn.
Smeltetemperaturen afhänger af Metallets
Sam-mensätning; for Sättemaskinemetaller kan
anvendes ca 300°, for Stereometal ca 325°. Det er dog
ikke tilraadeligt at anvende en ganske almindelig
Sammensmeltning med paafölgende Opstöbning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}