
Full resolution (JPEG) - On this page / på denna sida - H. 40. 6 oktober 1945 - Induktionsvärme, av Gunnar Wennerberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1094
THiKNISK TIDSKRIFT
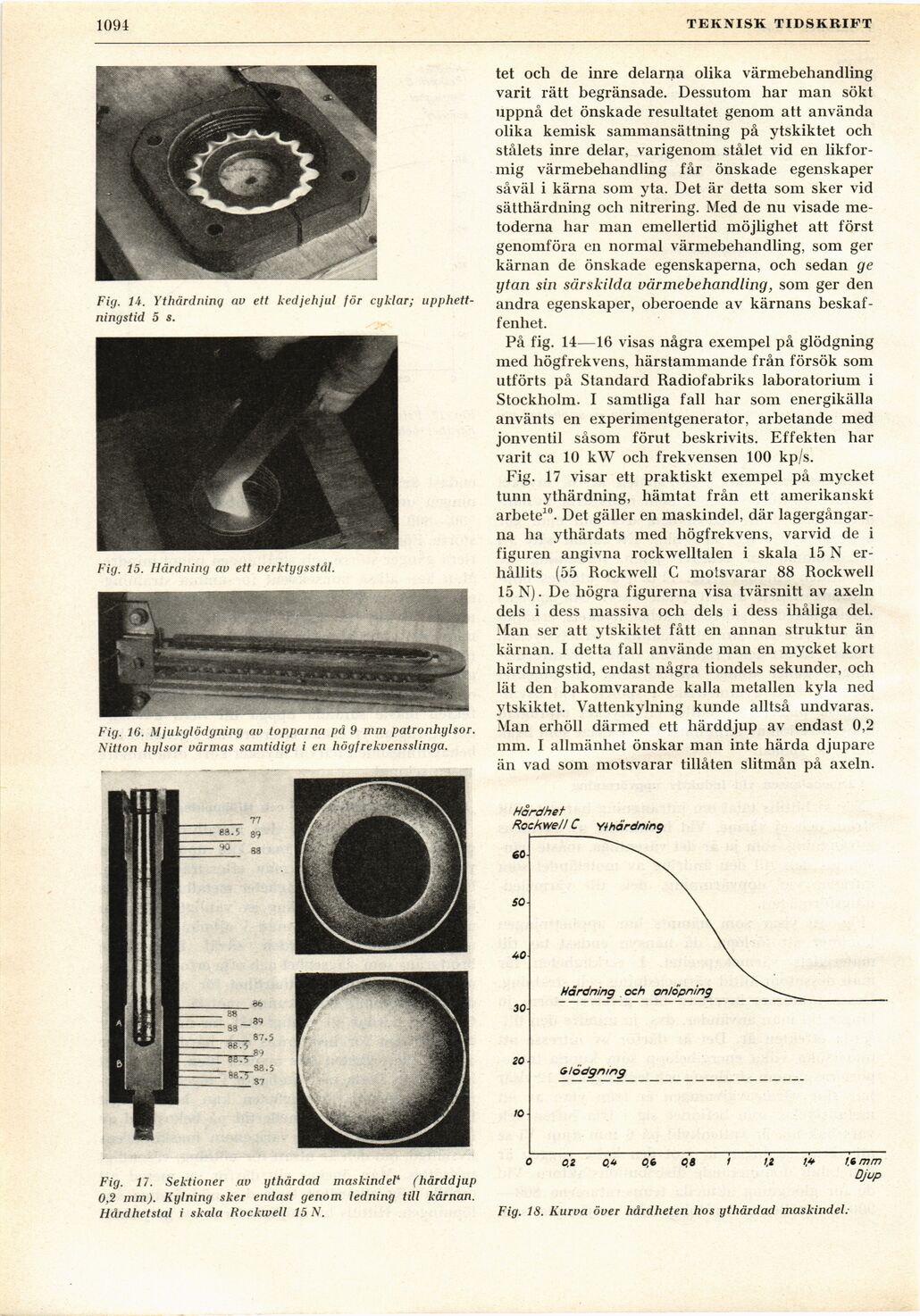
Fig. 14. Ythärdning av ett kedjehjul för cyklar;
upphettningstid 5 s.
Fig. 15. Härdning av ett verktygsstål.
Fig. 16. Mjukglödgning av toppaina på 9 mm patronhylsor.
Nitton hylsor värmas samtidigt i en högfrekvensslinga.
tet och de inre delarna olika värmebehandling
varit rätt begränsade. Dessutom har man sökt
uppnå det önskade resultatet genom att använda
olika kemisk sammansättning på ytskiktet och
stålets inre delar, varigenom stålet vid en
likformig värmebehandling får önskade egenskaper
såväl i kärna som yta. Det är detta som sker vid
sätthärdning och nitrering. Med de nu visade
metoderna har man emellertid möjlighet att först
genomföra en normal värmebehandling, som ger
kärnan de önskade egenskaperna, och sedan ge
ytan sin särskilda värmebehandling, som ger den
andra egenskaper, oberoende av kärnans
beskaffenhet.
På fig. 14—16 visas några exempel på glödgning
med högfrekvens, härstammande från försök som
utförts på Standard Radiofabriks laboratorium i
Stockholm. I samtliga fall har som energikälla
använts en experimentgenerator, arbetande med
jonventil såsom förut beskrivits. Effekten har
varit ca 10 kW och frekvensen 100 kp/s.
Fig. 17 visar ett praktiskt exempel på mycket
tunn ythärdning, hämtat från ett amerikanskt
arbete10. Det gäller en maskindel, där
lagergångarna ha ythärdats med högfrekvens, varvid de i
figuren angivna rockwelltalen i skala 15 N
erhållits (55 Rockwell G motsvarar 88 Rockwell
15 N). De högra figurerna visa tvärsnitt av axeln
dels i dess massiva och dels i dess ihåliga del.
Man ser att ytskiktet fått en annan struktur än
kärnan. I detta fall använde man en mycket kort
härdningstid, endast några tiondels sekunder, och
lät den bakomvarande kalla metallen kyla ned
ytskiktet. Vattenkylning kunde alltså undvaras.
Man erhöll därmed ett härddjup av endast 0,2
mm. I allmänhet önskar man inte härda djupare
än vad som motsvarar tillåten slitmån på axeln.
Hårdhet
Rockwell C Yihärdning
Fig. 17. Sektioner av ythärdad maskindel4 (härddjup
0,2 mm). Kylning sker endast genom ledning till kärnan.
Hårdhetstal i skala Rockwell 15 N.
Fig. 18. Kurva över hårdheten hos ythärdad maskindel:
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}