
Full resolution (JPEG) - On this page / på denna sida - H. 32. 4 september 1948 - Elektriska småmotorer, av Erik Morath
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
510
TEKNISK TIDSKRIFT
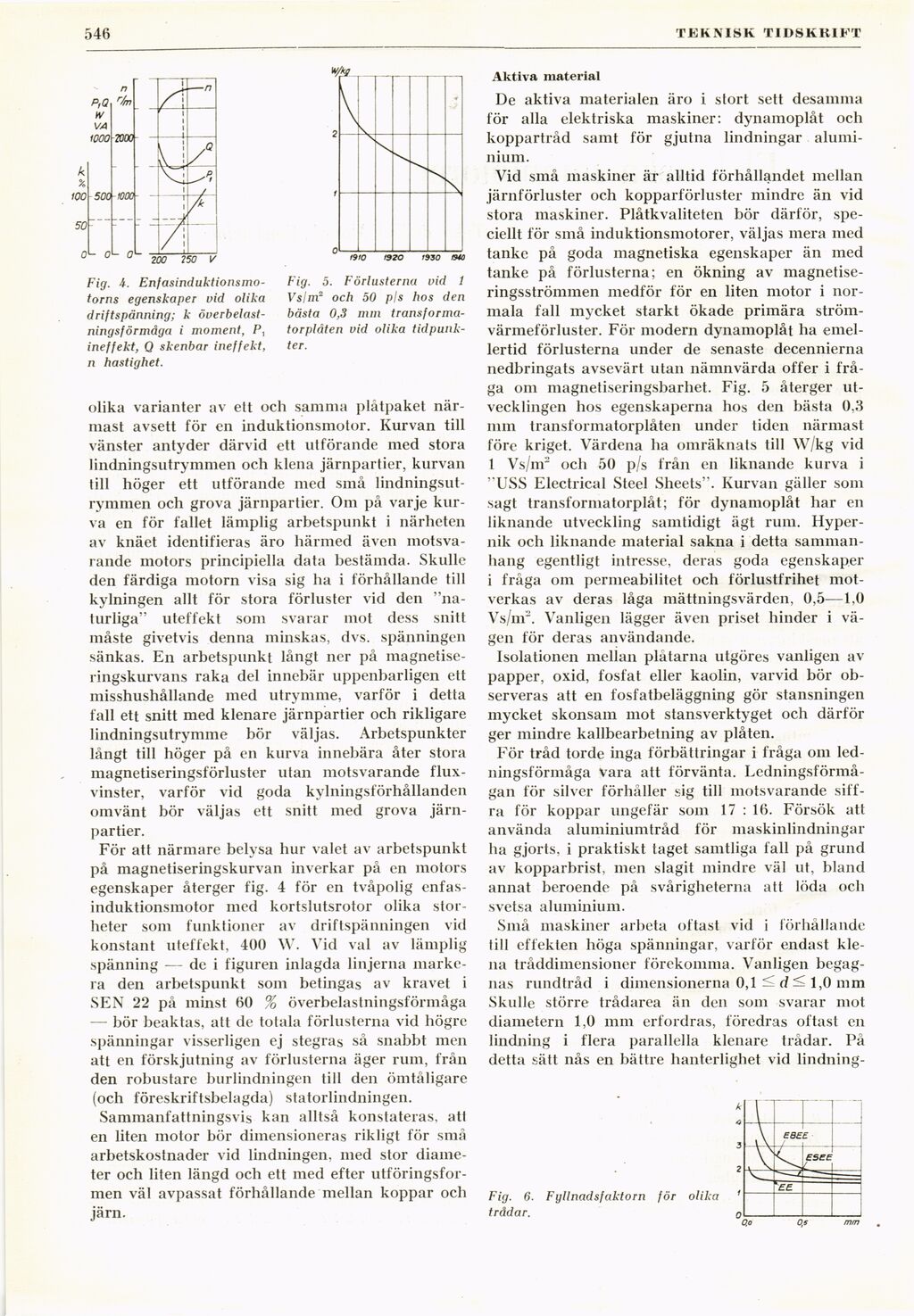
Fig. 4.
Enfasinduktionsmo-torns egenskaper vid olika
driftspänning; k
överbelastningsförmåga i moment, P,
ineffekt, Q skenbar ineffekt,
n hastighet.
Fig. 5. Förlusterna vid 1
Vslm2 och 50 pls hos den
bästa 0,3 mm
transformatorplåten vid olika
tidpunkter.
olika varianter av ett och samma plåtpaket
närmast avsett för en induktionsmotor. Kurvan till
vänster antyder därvid ett utförande med stora
lindningsutrymmen och klena järnpartier, kurvan
till höger ett utförande med små
lindningsutrymmen och grova järnpartier. Om på varje
kurva en för fallet lämplig arbetspunkt i närheten
av knäet identifieras äro härmed även
motsvarande motors principiella data bestämda. Skulle
den färdiga motorn visa sig ha i förhållande till
kylningen allt för stora förluster vid den
"naturliga" uteffekt som svarar mot dess snitt
måste givetvis denna minskas, dvs. spänningen
sänkas. En arbetspunkt långt ner på
magnetise-ringskurvans raka del innebär uppenbarligen ett
misshushållande med utrymme, varför i detta
fall ett snitt med klenare järnpartier och rikligare
lindningsutrymme bör väljas. Arbetspunkter
långt till höger på en kurva innebära åter stora
magnetiseringsförluster utan motsvarande
flux-vinster, varför vid goda kylningsförhållanden
omvänt bör väljas ett snitt med grova
järn-partier.
För att närmare belysa hur valet av arbetspunkt
på magnetiseringskurvan inverkar på en motors
egenskaper återger fig. 4 för en tvåpolig
enfas-induktionsmotor med kortslutsrotor olika
storheter som funktioner av driftspänningen vid
konstant uteffekt, 400 W. Vid val av lämplig
spänning — de i figuren inlagda linjerna
markera den arbetspunkt som betingas av kravet i
SEN 22 på minst 60 % överbelastningsförmåga
— bör beaktas, att de totala förlusterna vid högre
spänningar visserligen ej stegras så snabbt men
att en förskjutning av förlusterna äger rum, från
den robustare burlindningen till den ömtåligare
(och föreskriftsbelagda) statorlindningen.
Sammanfattningsvis kan alltså konstateras, att
en liten motor bör dimensioneras rikligt för små
arbetskostnader vid lindningen, med stor
diameter och liten längd och ett med efter
utföringsformen väl avpassat förhållande mellan koppar och
järn.
Aktiva material
De aktiva materialen äro i stort sett desamma
för alla elektriska maskiner: dynamoplåt och
koppartråd samt för gjutna lindningar
aluminium.
Vid små maskiner är alltid förhållandet mellan
järnförluster och kopparförluster mindre än vid
stora maskiner. Plåtkvaliteten bör därför,
speciellt för små induktionsmotorer, väljas mera med
tanke på goda magnetiska egenskaper än med
tanke på förlusterna; en ökning av
magnetise-ringsströmmen medför för en liten motor i
normala fall mycket starkt ökade primära
strömvärmeförluster. För modern dynamoplåt ha
emellertid förlusterna under de senaste decennierna
nedbringats avsevärt utan nämnvärda offer i
fråga om magnetiseringsbarhet. Fig. 5 återger
utvecklingen hos egenskaperna hos den bästa 0,3
mm transformatorplåten under tiden närmast
före kriget. Värdena ha omräknats till W/kg vid
1 Vs/nr och 50 p/s från en liknande kurva i
"USS Electrical Steel Sheets". Kurvan gäller som
sagt transforniatorplåt; för dynamoplåt har en
liknande utveckling samtidigt ägt rum.
Hyper-nik och liknande material sakna i detta
sammanhang egentligt intresse, deras goda egenskaper
i fråga om permeabilitet och förlustfrihet
motverkas av deras låga mättningsvärden, 0,5—1,0
Vs/nr. Vanligen lägger även priset hinder i
vägen för deras användande.
Isolationen mellan plåtarna utgöres vanligen av
papper, oxid, fosfat eller kaolin, varvid bör
observeras att en fosfatbeläggning gör stansningen
mycket skonsam mot stansverktyget och därför
ger mindre kallbearbetning av plåten.
För tråd torde inga förbättringar i fråga 0111
ledningsförmåga vara att förvänta.
Ledningsförmågan för silver förhåller sig till motsvarande
siffra för koppar ungefär som 17 : 16. Försök att
använda aluminiumtråd för maskinlindningar
ha gjorts, i praktiskt taget samtliga fall på grund
av kopparbrist, men slagit mindre väl ut, bland
annat beroende på svårigheterna att löda och
svetsa aluminium.
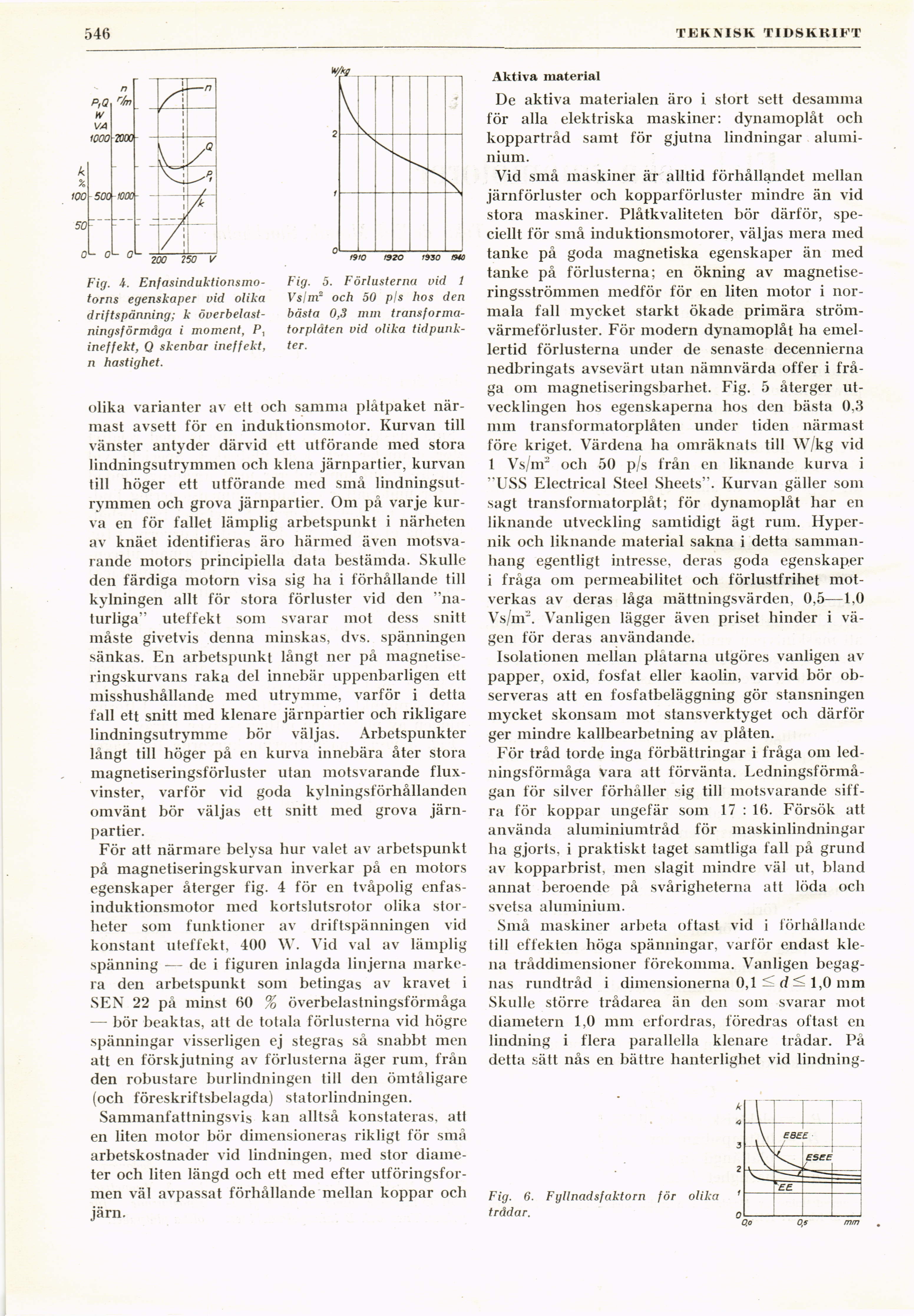
Små maskiner arbeta oftast vid i förhållande
till effekten höga spänningar, varför endast
klena tråddimensioner förekomma. Vanligen
begagnas rundtråd i dimensionerna 0,1 — rf — 1,0 mm
Skulle större trådarea än den som svarar mot
diametern 1,0 mm erfordras, föredras oftast en
lindning i flera parallella klenare trådar. På
detta sätt nås en bättre hanterlighet vid lindning-
Fig. 6. Fyllnadsfaktorn för olika
trådar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}