
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1950 - Svetsning inom flyget, av Artur Fransson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
.566
TEKNISK TIDSKRIFT
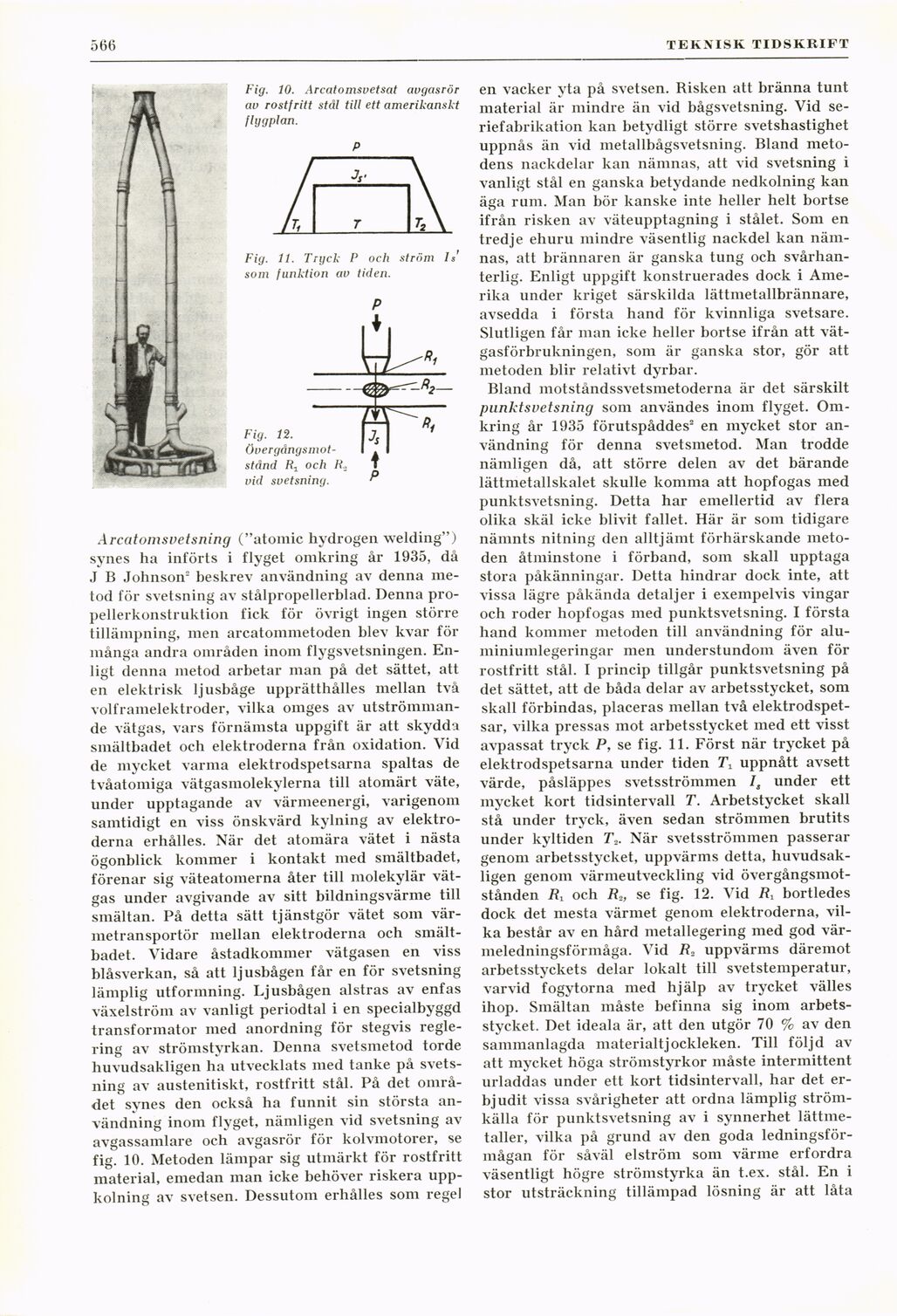
Fig. 10. Arcatomsvetsat avgasrör
av rostfritt stål till ett amerikanskt
flygplan.
Fig. 11. Tryck P och ström Is’
som funktion av tiden.
Fig. 12. [-övergångsmotstånd-]
{+övergångsmot-
stånd+} R1 och K.,
vid svetsning.
Arcatomsvetsning ("atomic hydrogen welding")
synes ha införts i flyget omkring år 1935, då
J B Johnson" beskrev användning av denna
metod för svetsning av stålpropellerblad. Denna
propellerkonstruktion fick för övrigt ingen större
tillämpning, men arcatommetoden blev kvar för
många andra områden inom flygsvetsningen.
Enligt denna metod arbetar man på det sättet, att
en elektrisk ljusbåge upprätthålles mellan två
volframelektroder, vilka omges av
utströmmande vätgas, vars förnämsta uppgift är att skydda
smältbadet och elektroderna från oxidation. Vid
de mycket varma elektrodspetsarna spaltas de
tvåatomiga vätgasmolekylerna till atomärt väte,
under upptagande av värmeenergi, varigenom
samtidigt en viss önskvärd kylning av
elektroderna erhålles. När det atomära vätet i nästa
ögonblick kommer i kontakt med smältbadet,
förenar sig väteatomerna åter till molekylär
vätgas under avgivande av sitt bildningsvärme till
smältan. På detta sätt tjänstgör vätet som
värmetransportör mellan elektroderna och
smältbadet. Vidare åstadkommer vätgasen en viss
blåsverkan, så att ljusbågen får en för svetsning
lämplig utformning. Ljusbågen alstras av enfas
växelström av vanligt periodtal i en specialbyggd
transformator med anordning för stegvis
reglering av strömstyrkan. Denna svetsmetod torde
huvudsakligen ha utvecklats med tanke på
svetsning av austenitiskt, rostfritt stål. På det
området synes den också ha funnit sin största
användning inom flyget, nämligen vid svetsning av
avgassamlare och avgasrör för kolvmotorer, se
fig. 10. Metoden lämpar sig utmärkt för rostfritt
material, emedan man icke behöver riskera
upp-kolning av svetsen. Dessutom erhålles som regel
en vacker yta på svetsen. Risken att bränna tunt
material är mindre än vid bågsvetsning. Vid
seriefabrikation kan betydligt större svetshastighet
uppnås än vid metallbågsvetsning. Bland
metodens nackdelar kan nämnas, att vid svetsning i
vanligt stål en ganska betydande nedkolning kan
äga rum. Man bör kanske inte heller helt bortse
ifrån risken av väteupptagning i stålet. Som en
tredje ehuru mindre väsentlig nackdel kan
nämnas, att brännaren är ganska tung och
svårhanterlig. Enligt uppgift konstruerades dock i
Amerika under kriget särskilda lättmetallbrännare,
avsedda i första hand för kvinnliga svetsare.
Slutligen får man icke heller bortse ifrån att
vät-gasförbrukningen, som är ganska stor, gör att
metoden blir relativt dyrbar.
Bland motståndssvetsmetoderna är det särskilt
punktsvetsning som användes inom flyget.
Omkring år 1935 förutspåddes2 en mycket stor
användning för denna svetsmetod. Man trodde
nämligen då, att större delen av det bärande
lättmetallskalet skulle komma att hopfogas med
punktsvetsning. Detta har emellertid av flera
olika skäl icke blivit fallet. Här är som tidigare
nämnts nitning den alltjämt förhärskande
metoden åtminstone i förband, som skall upptaga
stora påkänningar. Detta hindrar dock inte, att
vissa lägre påkända detaljer i exempelvis vingar
och roder hopfogas med punktsvetsning. I första
hand kommer metoden till användning för
aluminiumlegeringar men understundom även för
rostfritt stål. I princip tillgår punktsvetsning på
det sättet, att de båda delar av arbetsstycket, som
skall förbindas, placeras mellan två
elektrodspetsar, vilka pressas mot arbetsstycket med ett visst
avpassat tryck P, se fig. 11. Först när trycket på
elektrodspetsarna under tiden T1 uppnått avsett
värde, påsläppes svetsströmmen Is under ett
mycket kort tidsintervall T. Arbetstycket skall
stå under tryck, även sedan strömmen brutits
under kyltiden T2. När svetsströmmen passerar
genom arbetsstycket, uppvärms detta,
huvudsakligen genom värmeutveckling vid
övergångsmotstånden /?! och R2, se fig. 12. Vid /?! bortledes
dock det mesta värmet genom elektroderna,
vilka består av en hård metallegering med god
värmeledningsförmåga. Vid Ro uppvärms däremot
arbetsstyckets delar lokalt till svetstemperatur,
varvid fogytorna med hjälp av trycket välles
ihop. Smältan måste befinna sig inom
arbetsstycket. Det ideala är, att den utgör 70 % av den
sammanlagda materialtjockleken. Till följd av
att mycket höga strömstyrkor måste intermittent
urladdas under ett kort tidsintervall, har det
erbjudit vissa svårigheter att ordna lämplig
strömkälla för punktsvetsning av i synnerhet
lättmetaller, vilka på grund av den goda
ledningsförmågan för såväl elström soin värme erfordra
väsentligt högre strömstyrka än t.ex. stål. En i
stor utsträckning tillämpad lösning är att låta
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}