
Full resolution (JPEG) - On this page / på denna sida - H. 14. 7 april 1951 - Nya metoder - Limning av metaller, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1U april 1951
281
Nya metoder
Limning av metaller. För all sammanfoga metallplåtar
har man länge använt nitar eller bultar, svetsning eller
lödning. De modernaste metoderna, punkt- och
sömsvetsning, är pålitliga men relativt långsamma och fordrar
dessutom stor yrkesskicklighet. Under kriget vållade de
båda senare omständigheterna verkliga svårigheter särskilt
inom flygplansindustrin på grund av den forcerade
tillverkningen. Man började därför att vid sammanfogning av
tunna metallplåtar, särskilt till skalkonstruktioner,
använda limning i stället för nitning (Tekn. T. 1949 s. 835).
Som lim för sammanfogning av metaller används
lösningar av plaster. De kan närmast betecknas som
universallim, då de fäster på ett stort antal material. Ett av de
första användbara metallimmen var Reanit, ett termoplastiskt
och härdbart material, som ger metallskarvar med en
brottgräns på ca 210 kp/cnr. Ett annat amerikanskt lim,
Cycleweld, är ett gummiderivat, som finns i ett tiotal
kvaliteter lämpliga för nästan vilka maskinbyggnader som helst
och för mjuka material, såsom läder och gummi.
Fästhållfastheten är 70—300 kp/cnr. Metlbond är en blandning av
en fenoplast och syntetiskt gummi. Det är även i torrt
tillstånd ganska smidigt och kan användas för
sammanfogning även av något ojämna ytor. Dess fästhållfasthet
är ca 210 kp/cnr.
I England tillverkas Redux, en blandning av härdbar
formaldehydfenoplast och termoplastisk polyvinvlformal.
Det används särskilt inom flygplansindustrin för
metallmetall-, metall-trä- och metall-plastförbindningar.
Skarvarnas brottgräns blir 245—280 kp/cms. Araldite, som
tillverkas i Schweiz, är en epoxiplast (Tekn. T. 1951 s. 9). Det är
avsett för limning av lättmetall men kan även användas
för stål, keramik och en del plaster. Fästhållfastheten är
50 till 400 kp/cm2 beroende på omständigheterna.
Av det trettiotal limsorter, som hittills framställts, har de
flesta mycket liten hållbarhet och tål icke transporter, t.ex.
från Amerika till Europa. De används därför i regel på
eller i närheten av tillverkningsplatsen. Blott tre —
Cycleweld, Metlbond och Redux — har godkänts av US Air
Force.
Arbetsmetodiken vid utförande av en limfog är i princip
densamma för de flesta universallimmen. Först jämnas
ar-betsytorna så att limskiktet blir högst 0,1 mm; ytorna bör
dock göras något sträva, t.ex. genom sandblästring.
Av-fettning sker t.ex. i trikloretylenånga. Aluminium kan man
avfetta med natriummetasilikat och natriumalkylsulfonat,
skölja i rinnande vatten, behandla med 45 °/o kromsyra
vid 60—70°C, på nytt skölja med vatten och lufttorka.
Omedelbart innan limmet läggs på, skall ytorna avtorkas
med en stärkelsefri duk, dränkt i tungbensin ("naphta")
med låg halt av aromater. Arbetare, som hanterar den
rengjorda plåten, måste ha bomullshandskar. Limningen
bör ske så snart efter rengöringen som möjligt; en
mellantid på upp till tre timmar kan tillåtas. Limmet stryks på i
lösning eller sprutas på i form av pasta. Det får sedan
torka i 5—60 min, styckena placeras mot varandra, fogen
läggs i press (1—50 kp/cm2) och värms samtidigt i 15—20
min till 60—170°C. Därefter kyls fogen antingen med
vatten eller luft. Detaljuppgifter för några limsorter har
sammanställts i tabell 1.
Metlbond består av två preparat, M 3 c och Nelite, av
vilka det förra anbringas först. Det är smidigt, häftar
särskilt bra vid metall och förmedlar bindningen mellan
denna och det senare, som fyller ut små oregelbundenheter
i ytorna. Denna kombination av två lager anses ge ett
förband med tillräcklig skjuvhållfasthet och smidighet.
Ursprungligen sprutades M 3 c och Nelite på ytorna, men man
har nu funnit på att anbringa limmet på tunt tyg,
varigenom det kan läggas mellan metallytorna i form av
"tape". På detta sätt undviks sprutning och torkning, och
fogen kan genast pressas samman och härdas.
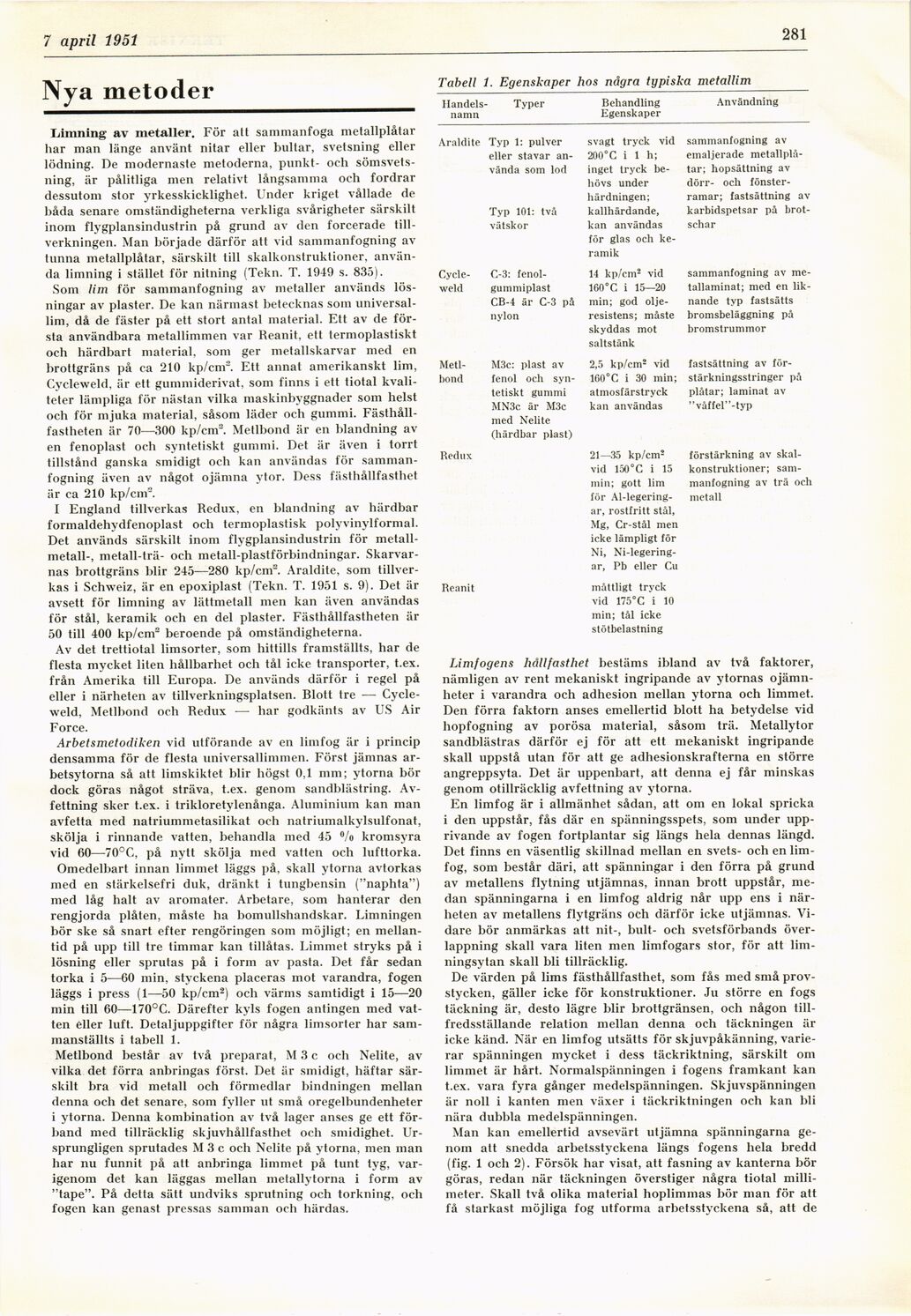
Tabell 1. Egenskaper hos några typiska metallim
[-Ilandels-namn-]
{+Ilandels- namn+} Typer Behandling Egenskaper Användning
Araldite Typ 1: pulver eller stavar
använda som lod svagt tryck vid 200°C i 1 h; inget tryck
behövs under härdningen; sammanfogning av emaljerade
metallplåtar; hopsättning av dörr- och
fönsterramar; fastsättning av karbidspetsar på
brotschar
Typ 101: två vätskor kallhärdande, kan användas för glas och
keramik
Cycleweld C-3:
fenol-gummiplast CB-4 är C-3 på nylon 14 kp/cm2 vid 160°C i 15—20 min; god
oljeresistens; måste skyddas mot saltstänk sammanfogning av
me-tallaminat; med en
liknande typ fastsätts bromsbeläggning på bromstrummor
[-Metlbond-]
{+Metl- bond+} M3c: plast av fenol och
syntetiskt gummi MN3c är M3c med Nelite (härdbar plast) 2,5 kp/cmä vid 1C0°C i 30 min; atmosfärstryck kan användas fastsättning av
för-stärkningsstringer på plåtar; laminat av "våffel"-typ
Redux 21—35 kp/cm3 vid 150°C i 15 min; gott lim för
Al-legeringar, rostfritt stål, Mg, Cr-stål men icke lämpligt för Ni,
Ni-legering-ar, Pb eller Cu förstärkning av
skalkonstruktioner; sammanfogning av trä och metall
Reanit måttligt tryck vid 175°C i 10 min; tål icke stötbelastning
Limfogens hållfasthet bestäms ibland av två faktorer,
nämligen av rent mekaniskt ingripande av ytornas
ojämnheter i varandra och adhesion mellan ytorna och limmet.
Den förra faktorn anses emellertid blott ha betydelse vid
hopfogning av porösa material, såsom trä. Metallytor
sandblästras därför ej för att ett mekaniskt ingripande
skall uppstå utan för att ge adhesionskrafterna en större
angreppsyta. Det är uppenbart, att denna ej får minskas
genom otillräcklig avfettning av ytorna.
En limfog är i allmänhet sådan, att om en lokal spricka
i den uppstår, fås där en spänningsspets, som under
upprivande av fogen fortplantar sig längs hela dennas längd.
Det finns en väsentlig skillnad mellan en svets- och en
limfog, som består däri, att spänningar i den förra på grund
av metallens flytning utjämnas, innan brott uppstår,
medan spänningarna i en limfog aldrig når upp ens i
närheten av metallens flytgräns och därför icke utjämnas.
Vidare bör anmärkas att nit-, bult- och svetsförbands
överlappning skall vara liten men limfogars stor, för att
limningsytan skall bli tillräcklig.
De värden på lims fästhållfasthet, som fås med små
provstycken, gäller icke för konstruktioner. Ju större en fogs
täckning är, desto lägre blir brottgränsen, och någon
tillfredsställande relation mellan denna och täckningen är
icke känd. När en limfog utsätts för skjuvpåkänning,
varierar spänningen mycket i dess täckriktning, särskilt om
limmet är hårt. Normalspänningen i fogens framkant kan
t.ex. vara fyra gånger medelspänningen. Skjuvspänningen
är noll i kanten men växer i täckriktningen och kan bli
nära dubbla medelspänningen.
Man kan emellertid avsevärt utjämna spänningarna
genom att snedda arbetsstyckena längs fogens bela bredd
(fig. 1 och 2). Försök har visat, att fasning av kanterna bör
göras, redan när täckningen överstiger några tiotal
millimeter. Skall två olika material hoplimmas bör man för att
få starkast möjliga fog utforma arbetsstyckena så, att de
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}