
Full resolution (JPEG) - On this page / på denna sida - H. 17. 29 april 1952 - En fransk snabbmetallurgisk process, av Albert Portevin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 april 1952
399
blev avpassad på lämpligt sätt. Dessa nya slagger
infördes också snabbt vid Ugine och på andra håll.
Det kan vara lämpligt att ge några
sifferexempel på denna avsvavling, med tanke på låga
svavelhalters inflytande på ett stort antal faktorer,
såsom slaggfrihet och mekaniska egenskaper. I
följande tabell anges några resultat, vilka har
valts från andra stålverk än Ugine just för att
visa processens reproducerbarhet:
C Si Mn Ni W PS före S efter
Perrin-processen
Elektrostål
0,28 0,27 0,48 4,2 1,36 0,016 0,037 0,005
0,09 0,39 0,53 0,22 0,010 0,014 0,036 0,006
1,0 0,15 0,40 1,55 0,010 0,016 0,005
Martinstål
0,62 0,15 0,41 0,025 0,020 0,008
0,38 0,26 0,52 0,029 0,030 0,008
0,12 0,26 0,89 Mo 0,044 0,050 0,012
0,83 0,31 0,52 0,46 2,46 0,017 0,033 0,008
Dessa exempel visar tydligt hur långt
avsvav-lingen kan drivas även vid mycket mjuka
stålsorter. Vidare är syrehalten av storleksordningen
0,002—0,005, med motsvarande slaggfrihet även
för stål med kornstorlek 6—8, och oberoende av
om de är framställda i martinugn eller elugn.
Inneslutningarna är mycket små; detta gäller
särskilt sulfidinneslutningarna.
Oxidinneslut-ningarna är nästan uteslutande små isolerade
aluminoxidkorn, utan sammanhängande klasar.
Så ter sig alltså en snabb och automatisk
process för långt driven desoxidering och
avsvavling av stål, som alldeles särskilt lämpar sig för
tillverkning i martinugn av stålsorter, vilka ur
alla synpunkter är likvärdiga med dem som
erhålles i elektrougn. Det enda problem som upp-
står i praktiken är — förutom villkoret att hålla
rätt temperatur på stålbadet — att hindra någon
avsevärd del av ugnens slagg från att gå över till
skänken vid tappningen, särskilt vid dess början.
Vilka konsekvenser dessa resultat kan ha må
fackmännen själva bedöma — var och en med
hänsyn till sina särskilda problem, sin särskilda
smältutrustning, sina ekonomiska villkor och
sin kundkrets fordringar. Det kan dock vara
värt understryka att de resultat som här har
angivits numera har bekräftats vid tillverkning av
hundratusentals ton stål.
Här är icke heller platsen att diskutera det
direkta eller indirekta inflytandet av syre och
svavel på stålet. Det räcker med att helt enkelt ånge
erfarenhetens rön. Stål med mycket låga
syre-och svavelhalter och därmed god slaggfrihet har
mycket goda mekaniska egenskaper, särskilt i
tvärriktningen; speciellt vackra resultat har
erhållits för förlängning och kontraktion i tvärled.
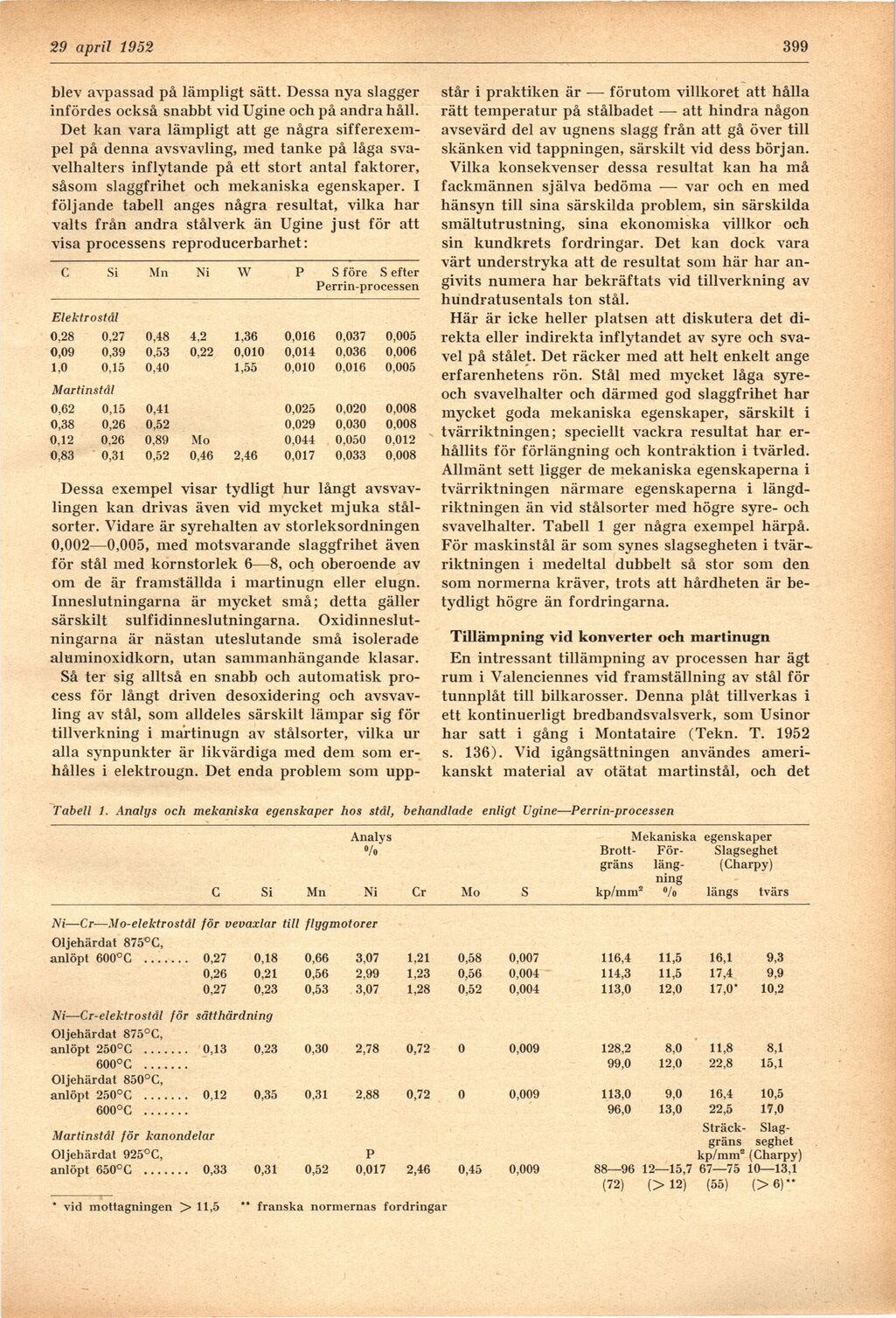
Allmänt sett ligger de mekaniska egenskaperna i
tvärriktningen närmare egenskaperna i
längdriktningen än vid stålsorter med högre syre- och
svavelhalter. Tabell 1 ger några exempel härpå.
För maskinstål är som synes slagsegheten i
tvärriktningen i medeltal dubbelt så stor som den
som normerna kräver, trots att hårdheten är
betydligt högre än fordringarna.
Tillämpning vid konverter och martinugn
En intressant tillämpning av processen har ägt
rum i Valenciennes vid framställning av stål för
tunnplåt till bilkarosser. Denna plåt tillverkas i
ett kontinuerligt bredbandsvalsverk, som Usinor
har satt i gång i Montataire (Tekn. T. 1952
s. 136). Vid igångsättningen användes
amerikanskt material av otätat martinstål, och det
Tabell 1. Analys och mekaniska egenskaper hos stål, behandlade enligt Ugine—Perrin-processen
Analys %> G Si Mn Ni Cr Mo S Me
Brottgräns kp/mm2 ;kaniska
Förlängning °/o egenskaper Slagseghet (Charpy) längs tvärs
Ni—Cr—Mo-elektrostål för vevaxlar till flygmotorer
Oljehärdat 875° C,
anlöpt 600°C ....... 0,27 0,18 0,66 3,07 1,21 0,58 0,007 116,4 11,5 16,1 9,3
0,26 0,21 0,56 2,99 1,23 0,56 0,004 114,3 11,5 17,4 9,9
0,27 0,23 0,53 3,07 1,28 0,52 0,004 113,0 12,0 17,0* 10,2
Ni—Cr-elektrostål för sätthärdning
Oljehärdat 875°C,
anlöpt 250°C ....... 0,13 0,23 0,30 2,78 0,72 0 0,009 128,2 8,0 11,8 8,1
600° G ..............99,0 12,0 22,8 15,1
Oljehärdat 850°C,
anlöpt 250°C ....... 0,12 0,35 0,31 2,88 0,72 0 0,009 113,0 9,0 16,4 10,5
600°G ..............96,0 13,0 22,5 17,0
Martinstål för kanondelar Sgräns seghet
Oljehärdat 925°C, P kp/mm2 (Charpy)
anlöpt 650°G ....... 0,33 0,31 0,52 0,017 2,46 0,45 0,009 88—96 12—15,7 67—75 10—13,1
____(72) (>12) (55) (> 6)**
* vid mottagningen > 11,5 ** franska normernas fordringar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}