
Full resolution (JPEG) - On this page / på denna sida - H. 5. 2 februari 1954 - Drifterfarenheter med varmblästerkupolugnar, av Bertil Thyberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
9 februari 195b
79
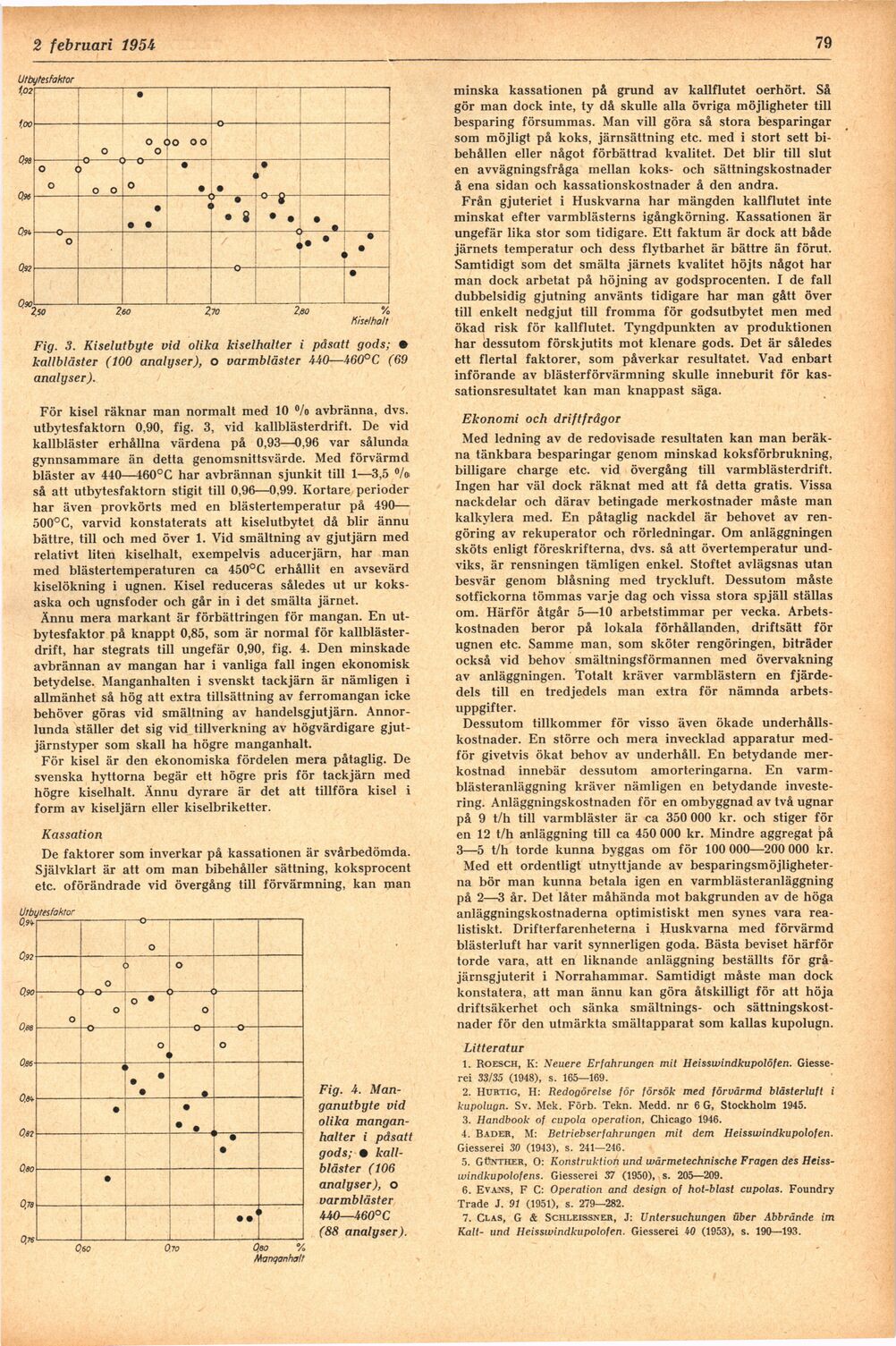
Fig. 3. Kiselutbyte vid olika kiselhalter i påsatt gods; •
kallblåster (100 analyser), o varmbläster 440—460° C (69
analyser).
För kisel räknar man normalt med 10 °/o avbränna, dvs.
utbytesfaktorn 0,90, fig. 3, vid kallblästerdrift. De vid
kallbläster erhållna värdena på 0,93—0,96 var sålunda
gynnsammare än detta genomsnittsvärde. Med förvärmd
bläster av 440—460°C har avbrännan sjunkit till 1—3,5 %
så att utbytesfaktorn stigit till 0,96—0,99. Kortare perioder
har även provkörts med en blästertemperatur på 490—
500°C, varvid konstaterats att kiselutbytet då blir ännu
bättre, till och med över 1. Vid smältning av gjutjärn med
relativt liten kiselhalt, exempelvis aducerjärn, har man
med blästertemperaturen ca 450°C erhållit en avsevärd
kiselökning i ugnen. Kisel reduceras således ut ur
koksaska och ugnsfoder och går in i det smälta järnet.
Ännu mera markant är förbättringen för mangan. En
utbytesfaktor på knappt 0,85, som är normal för
kallblästerdrift, har stegrats till ungefär 0,90, fig. 4. Den minskade
avbrännan av mangan har i vanliga fall ingen ekonomisk
betydelse. Manganhalten i svenskt tackjärn är nämligen i
allmänhet så hög att extra tillsättning av ferromangan icke
behöver göras vid smältning av handelsgjutjärn.
Annorlunda ställer det sig vid tillverkning av högvärdigare
gjutjärnstyper som skall ha högre manganhalt.
För kisel är den ekonomiska fördelen mera påtaglig. De
svenska hyttorna begär ett högre pris för tackjärn med
högre kiselhalt. Ännu dyrare är det att tillföra kisel i
form av kiseljärn eller kiselbriketter.
Kassation
De faktorer som inverkar på kassationen är svårbedömda.
Självklart är att om man bibehåller sättning, koksprocent
etc. oförändrade vid övergång till förvärmning, kan man
Fig. A.
Manganutbyte vid
olika
mangan-halter i påsatt
gods; •
kallbläster (106
analyser), o
varmbläster
440—460°C
(88 analyser).
minska kassationen på grund av kallflutet oerhört. Så
gör man dock inte, ty då skulle alla övriga möjligheter till
besparing försummas. Man vill göra så stora besparingar
som möjligt på koks, järnsättning etc. med i stort sett
bibehållen eller något förbättrad kvalitet. Det blir till slut
en avvägningsfråga mellan koks- och sättningskostnader
å ena sidan och kassationskostnader å den andra.
Från gjuteriet i Huskvarna har mängden kallflutet inte
minskat efter varmblästerns igångkörning. Kassationen är
ungefär lika stor som tidigare. Ett faktum är dock att både
järnets temperatur och dess flytbarhet är bättre än förut.
Samtidigt som det smälta järnets kvalitet höjts något har
man dock arbetat på höjning av godsprocenten. I de fall
dubbelsidig gjutning använts tidigare har man gått över
till enkelt nedgjut till fromma för godsutbytet men med
ökad risk för kallflutet. Tyngdpunkten av produktionen
har dessutom förskjutits mot klenare gods. Det är således
ett flertal faktorer, som påverkar resultatet. Vad enbart
införande av blästerförvärmning skulle inneburit för
kas-sationsresultatet kan man knappast säga.
Ekonomi och driftfrågor
Med ledning av de redovisade resultaten kan man
beräkna tänkbara besparingar genom minskad koksförbrukning,
billigare charge etc. vid övergång till varmblästerdrift.
Ingen har väl dock räknat med att få detta gratis. Vissa
nackdelar och därav betingade merkostnader måste man
kalkylera med. En påtaglig nackdel är behovet av
rengöring av rekuperator och rörledningar. Om anläggningen
sköts enligt föreskrifterna, dvs. så att övertemperatur
undviks, är rensningen tämligen enkel. Stoftet avlägsnas utan
besvär genom blåsning med tryckluft. Dessutom måste
sotfickorna tömmas varje dag och vissa stora spjäll ställas
om. Härför åtgår 5—10 arbetstimmar per vecka.
Arbetskostnaden beror på lokala förhållanden, driftsätt för
ugnen etc. Samme man, som sköter rengöringen, biträder
också vid behov smältningsförmannen med övervakning
av anläggningen. Totalt kräver varmblästern en
fjärdedels till en tredjedels man extra för nämnda
arbetsuppgifter.
Dessutom tillkommer för visso även ökade
underhållskostnader. En större och mera invecklad apparatur
medför givetvis ökat behov av underhåll. En betydande
merkostnad innebär dessutom amorteringarna. En
varm-blästeranläggning kräver nämligen en betydande
investering. Anläggningskostnaden för en ombyggnad av två ugnar
på 9 t/h till varmbläster är ca 350 000 kr. och stiger för
en 12 t/h anläggning till ca 450 000 kr. Mindre aggregat på
3—5 t/h torde kunna byggas om för 100 000—200 000 kr.
Med ett ordentligt utnyttjande av
besparingsmöjligheterna bör man kunna betala igen en varmblästeranläggning
på 2—3 år. Det låter måhända mot bakgrunden av de höga
anläggningskostnaderna optimistiskt men synes vara
realistiskt. Drifterfarenheterna i Huskvarna med förvärmd
blästerluft har varit synnerligen goda. Bästa beviset härför
torde vara, att en liknande anläggning beställts för
grå-järnsgjuterit i Norrahammar. Samtidigt måste man dock
konstatera, att man ännu kan göra åtskilligt för att höja
driftsäkerhet och sänka smältnings- och
sättningskostnader för den utmärkta smältapparat som kallas kupolugn.
Litteratur
1. Roesch, K: Neuere Erfahrungen mit Heisswindkupolofen.
Giesse-rei 33/35 (1948), s. 165—169.
2. Hurtig, H: Redogörelse för försök med förvärmd blästerluft i
kupolugn. Sv. Mek. Förb. Tekn. Medd. nr 6 G, Stockholm 1945.
3. Handbook of cupola operation, Chicago 1946.
4. Bader, M: Betriebserfahrungen mit dem Heisswindkupolofen.
Giesserei 30 (1943), s. 241—246.
5. GftNTKER, O: Konstruktion und wärmetechnische Frågen des
Heiss-windkupolofens. Giesserei 37 (1950), s. 205—209.
6. Evans, F C: Operation and design of hot-blast cupolas. Foundry
Trade J. 91 (1951), s. 279—282.
7. Clas, G & Schleissjjer, J: Untersuchungen über Abbrände im
Kält- und Heisswindkupolofen. Giesserei 40 (1953), s. 190—193.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}