
Full resolution (JPEG) - On this page / på denna sida - H. 29. 17 augusti 1954 - Nya metoder - Isotermisk värmebehandling av stål, av SHl - Termoelektrisk apparat för sortering av metaller, av SHl - Böcker - IVA:s Ugnsdagar, av Wll - Hjul, nav och axlar till lantbruksvagnar, av Hans-Eric Lorentz
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
666
TEKNISK TIDSKRIFT
tidens minimum skall undvikas. Det är också viktigt att
hålltiden i badet görs tillräckligt lång. Metoden kan
därför användas bara för kolstål med relativt liten
godstjocklek eller legerade stål som har tillräckligt stor härdbarhet
för att fasomvandling vid hög temperatur ej skall ske men
som dock inte fordrar alltför lång hålltid vid isotermisk
värmebehandling.
Vid denna får stålet bainitstruktur utan fasomvandling
över martensit med åtföljande volymändring och därmed
utan att inre spänningar i arbetsstycket och deformation
av detta uppstår. Åtminstone stål med hög kvalitet får
vidare bättre mekaniska egenskaper än vid snabbkylning och
anlöpning. I allmänhet ger bainithärdning stål med större
seghet vid önskad hårdhet, större utmattningshållfasthet
och gott utseende till lägre pris.
I USA används i stor utsträckning en modifikation av
denna metod, vid vilken värmebehandlingen utförs i tre
steg och kyltemperaturen inte bestämmer stålets hårdhet.
Man utför nämligen fasomvandlingen vid betydligt lägre
temperatur än som motsvarar önskad hårdhet för att
kunna behandla arbetsstycken med relativt stor godstjocklek
eller av stål med relativt liten härdbarhet. Den hårda
bainit som härvid erhålles anlöps sedan till önskad
hårdhet.
Martensit härdning (jfr Tekn. T. 1952 s. 756) utför man
genom att hålla det austenitiserade stålet i ett bad med en
temperatur strax ovan martensitpunkten tills
temperaturjämvikt uppnåtts och sedan kyla det i luft. Därefter följer
vanlig anlöpning (fig. 2 nedtill). Genom denna
saltbads-behandling uppnår man att spänningar, orsakade av den
termiska volymändringen, kan utjämnas därför att stålet
är i mjukt, austenitiskt tillstånd ända tills hela
arbetsstycket fått en temperatur intill martensitpunkten. De
spänningar och den distorsion som uppstår vid
martensit-härdningen, blir då de minsta möjliga. En viss
själv-anlöpning sker under luftkylningen.
Liksom vid bainithärdning måste kylningen vara så
snabb att transformation vid temperaturer över
martensitpunkten undviks. Vidare måste hålltiden i badet vara
mindre än induktionstiden vid dess temperatur då
annars isotermisk omvandling till bainit sker. Man måste
därför sörja för mycket effektiv omröring av saltbadet.
Fastän temperaturutjämningen i arbetsstycket teoretiskt
sett skall ske strax över martensitpunkten använder man
i praktiken ofta lägre temperatur för att kunna behandla
arbetsstycken med större godstjocklek. Det isotermiskt
behandlade stålet har i anlöpt tillstånd samma hårdhet
som uppnås genom konventionell härdning, men före
an-löpningen är det mjukare än oljekylt stål på grund av
partiell anlöpning under luftkylningen.
Ytuppkolning kan kombineras med isotermisk
värmebehandling. Denna blir då användbar för vissa stål med
låg kolhalt och kan utnyttjas för minskning av
distorsionen vid ythärdning. Uppkolningen kan göras enligt
vilken metod som helst (Tekn. T. 1953 s. 1). Efter den kyls
arbetsstycket i luft till rumstemperatur, austenitiseras och
martensithärdas. Man kan emellertid också härda direkt
efter uppkolningen (L Rosseau & J McMullen i
Metall-urgia jan. 1954 s. 27, Metal Treatment & Drop Forging
febr. 1954 s. 75). SHl
Termoelektrisk apparat för sortering av metaller.
I verkstäder där man använder ett stort antal olika
metaller kan dessa ofta bli blandade och måste då sorteras upp.
Detta besvärliga arbete kan underlättas om man använder
en termoelektrisk apparat med vilken en icke-förstörande
provning kan göras snabbt. Den kan användas för såväl
järn- som icke-järnmetaller och kan dessutom utnyttjas
för mätning av färgfilmers och metallbeläggningars
tjocklek.
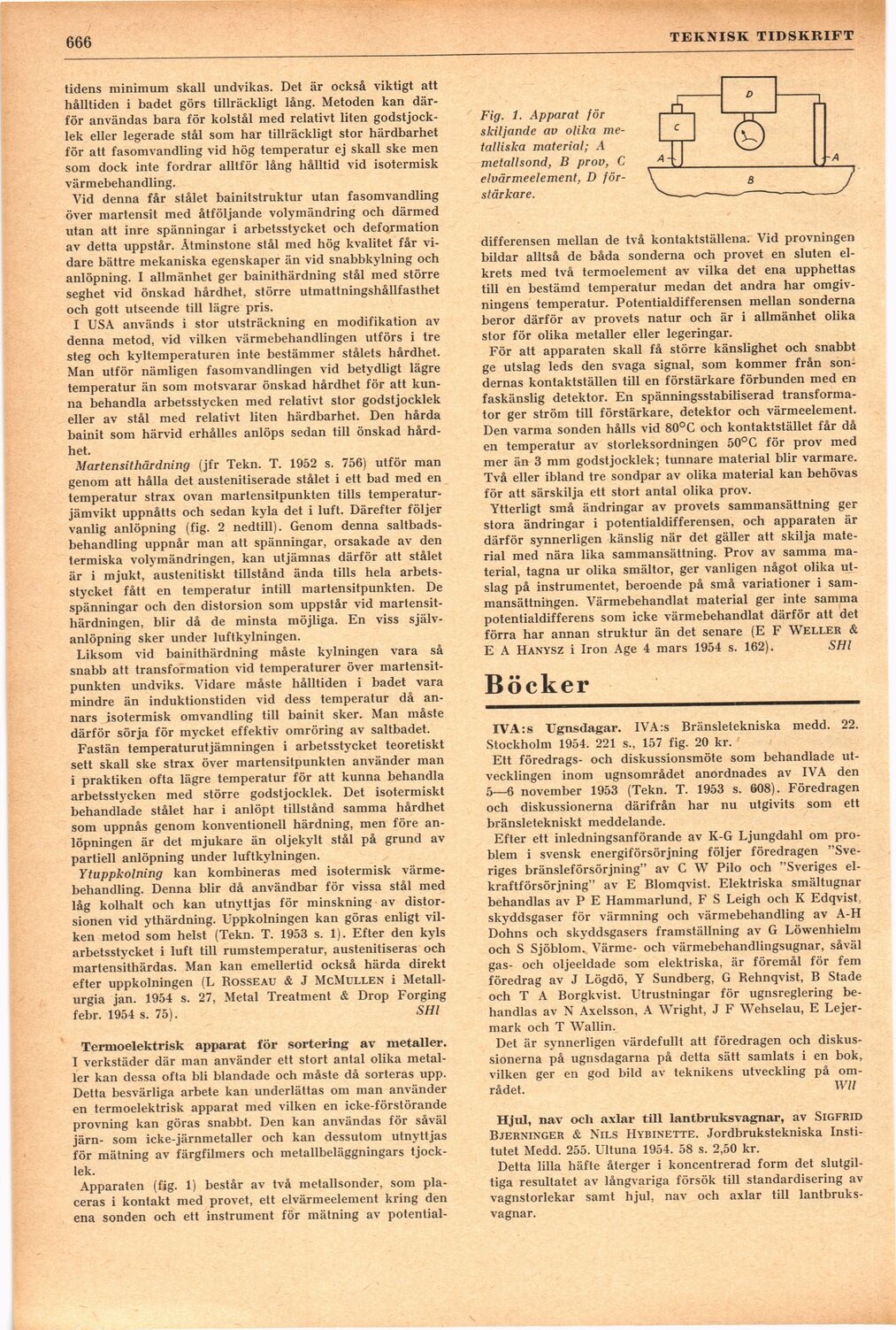
Apparaten (fig. 1) består av två metallsonder, som
placeras i kontakt med provet, ett elvärmeelement kring den
ena sonden och ett instrument för mätning av potential-
Fig. 1. Apparat för
skiljande av olika
metalliska material; A
metallsond, B prov, C
elvärmeelement, D
förstärkare.
differensen mellan de två kontaktställena. Vid provningen
bildar alltså de båda sonderna och provet en sluten
el-krets med två termoelement av vilka det ena upphettas
till en bestämd temperatur medan det andra har
omgivningens temperatur. Potentialdifferensen mellan sonderna
beror därför av provets natur och är i allmänhet olika
stor för olika metaller eller legeringar.
För att apparaten skall få större känslighet och snabbt
ge utslag leds den svaga signal, som kommer från
son-dernas kontaktställen till en förstärkare förbunden med en
faskänslig detektor. En spänningsstabiliserad
transformator ger ström till förstärkare, detektor och värmeelement.
Den varma sonden hålls vid 80°C och kontaktstället får då
en temperatur av storleksordningen 50°G för prov med
mer än 3 mm godstjocklek; tunnare material blir varmare.
Två eller ibland tre sondpar av olika material kan behövas
för att särskilja ett stort antal olika prov.
Ytterligt små ändringar av provets sammansättning ger
stora ändringar i potentialdifferensen, och apparaten är
därför synnerligen känslig när det gäller att skilja
material med nära lika sammansättning. Prov av samma
material, tagna ur olika smältor, ger vanligen något olika
utslag på instrumentet, beroende på små variationer i
sammansättningen. Värmebehandlat material ger inte samma
potentialdifferens som icke värmebehandlat därför att det
förra har annan struktur än det senare (E F Weller &
E A Hanysz i Iron Age 4 mars 1954 s. 162). SHl
Böcker
IVA:s Ugnsdagar. IVA:s Bränsletekniska medd. 22.
Stockholm 1954. 221 s., 157 fig. 20 kr.
Ett föredrags- och diskussionsmöte som behandlade
utvecklingen inom ugnsområdet anordnades av IVA den
5—6 november 1953 (Tekn. T. 1953 s. 608). Föredragen
och diskussionerna därifrån har nu utgivits som ett
bränsletekniskt meddelande.
Efter ett inledningsanförande av K-G Ljungdahl om
problem i svensk energiförsörjning följer föredragen
"Sveriges bränsleförsörjning" av C W Pilo och "Sveriges
elkraftförsörjning" av E Blomqvist. Elektriska smältugnar
behandlas av P E Hammarlund, F S Leigh och K Edqvist.,
skyddsgaser för värmning och värmebehandling av A-H
Dohns och skyddsgasers framställning av G Löwenhielm
och S Sjöblom. Värme- och värmebehandlingsugnar, såväl
gas- och oljeeldade som elektriska, är föremål för fem
föredrag av J Lögdö, Y Sundberg, G Rehnqvist, B Stade
och T A Borgkvist. Utrustningar för ugnsreglering
behandlas av N Axelsson, A Wright, J F Wehselau, E
Lejer-mark och T Wallin.
Det är synnerligen värdefullt att föredragen och
diskussionerna på ugnsdagarna på detta sätt samlats i en bok,
vilken ger en god bild av teknikens utveckling på
området. Wll
Hjul, nav och axlar till lantbruksvagnar, av Sigfrid
Bjerninger & Nils Hybinette. Jordbrukstekniska
Institutet Medd. 255. Ultuna 1954. 58 s. 2,50 kr.
Detta lilla häfte återger i koncentrerad form det
slutgiltiga resultatet av långvariga försök till standardisering av
vagnstorlekar samt hjul, nav och axlar till
lantbruksvagnar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}