
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 24 - Skorsten för korrosiva rökgaser, av Torsten Simmons - Nya metoder - Gjutning av vinylplastfolier på papper, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Skorstenen kan dessutom förses med
tillsatsvärme, så att rökgasberörda ytor hålls vid
högre temperatur än de annars skulle få. Detta
kan ske genom att värmebatterier 7 läggs in
mellan mantel och foder vid skorstensfoten
eller genom tvångscirkulation av den i
mellanrummet befintliga luften genom en
värmeapparat eller slutligen genom tillförsel till
skorstenen av varm luft, som sedan får läcka ut
genom lämpliga öppningar. I de sistnämnda båda
fallen är det lämpligast att tillföra den varma
luften till skorstens topp, vilket kan ske med
ett rör 5 inlagt i rökgassektionen eller en
kanal 6 i mellanrummet mellan mantel och foder.
Konstruktionsprincipen är icke begränsad
till skorstenar, utförda av plåt. Frätning
uppträder också i murade skorstenar. Det är av
ekonomiska skäl normalt ej möjligt att utföra
bela skorstenen av syrabeständigt tegel, utan
vanligen görs skorstenen av rödtegel eller
betong med ett invändigt foder av syrafast
murverk. Härvid föreligger alltid en risk för
diffusion genom fodret eller sprickor däri av
fuktighet och svaveltrioxid, som kan
kondensera i rödtegel- eller betonghöljet så att detta
vittrar, utan att det kan konstateras utifrån.
Om skorstenen emellertid får ett under
övertryck ställt luftmellanrum mellan foder och
omgivande hölje, minskas risken för dylik
diffusion.
Skorstenar har också utförts av plåt med
invändig syrabeständig inmurning. En sådan
konstruktion är med hänsyn till eventuell
fuktighetsvandring väl så riskabel som helt
murade skorstenar, eftersom plåten hindrar den
dif-funderande fuktighetens avdunstning. Man kan
därför råka ut för inte endast frätning i
plåtmanteln utan också frostsprängning av
stenmaterialet. Om murningen emellertid göres så
att en luftspalt erhålles närmast plåtmanteln,
och detta mellanrum sedan sättes under
övertryck, kan fuktighetsvandringen i viss mån
hämmas.
Enligt erfarenhet är tillverkning av
plåtskorstenar i konventionell modell, dvs. utan
isolering men av högvärdigt syrafast stål intet
säkert skydd mot korrosion vid olje- och
sulfitlut-eldning. Gott resultat har i varje fall vid
oljeeldning uppnåtts med järnplåtskorstenar som
isolerats utvändigt och klätts med skyddsplåt
av aluminium.
Toppkorrosionen kvarstår dock som en risk,
vilken den beskrivna konstruktionen är
avsedd att eliminera. Skorstenar av denna typ är
uppförda vid den nya ångcentralen vid Hallsta
Pappersbruk, som kommer att köras i gång
hösten 1957. Enär skorstenarna står på
ång-centralens tak är även viktbesparingen
relativt murade skorstenar av betydelse. Med
hänsyn till anläggningens beräknade
driftförhållanden — kontinuerlig drift och därmed
följande svårigheter att åstadkomma tillfällen till
reparationer — har syrafast plåt använts i
foder och utvändig toppbeklädnad. Kostnaden
härför är måttlig, eftersom tunn plåt kan
användas.
nya metoder
Gjutning av vinylplastfolier pà papper
Vinylplast tillverkas i dag mest i kalander, men
man gör också folier genom att gjuta en plastisol
(pasta) eller organosol på ett stålband eller på en
pappersbana. Plastisolerna består av vinylharts,
mjukningsmedel och stabiliseringsmedel;
organo-solerna innehåller dessutom ett flyktigt
lösningsmedel. Gjutning på papper har varit känd i tio år,
men metodens tillämpning har först på senaste tid
börjat växa snabbt. Den har emellertid flera
betydande fördelar.
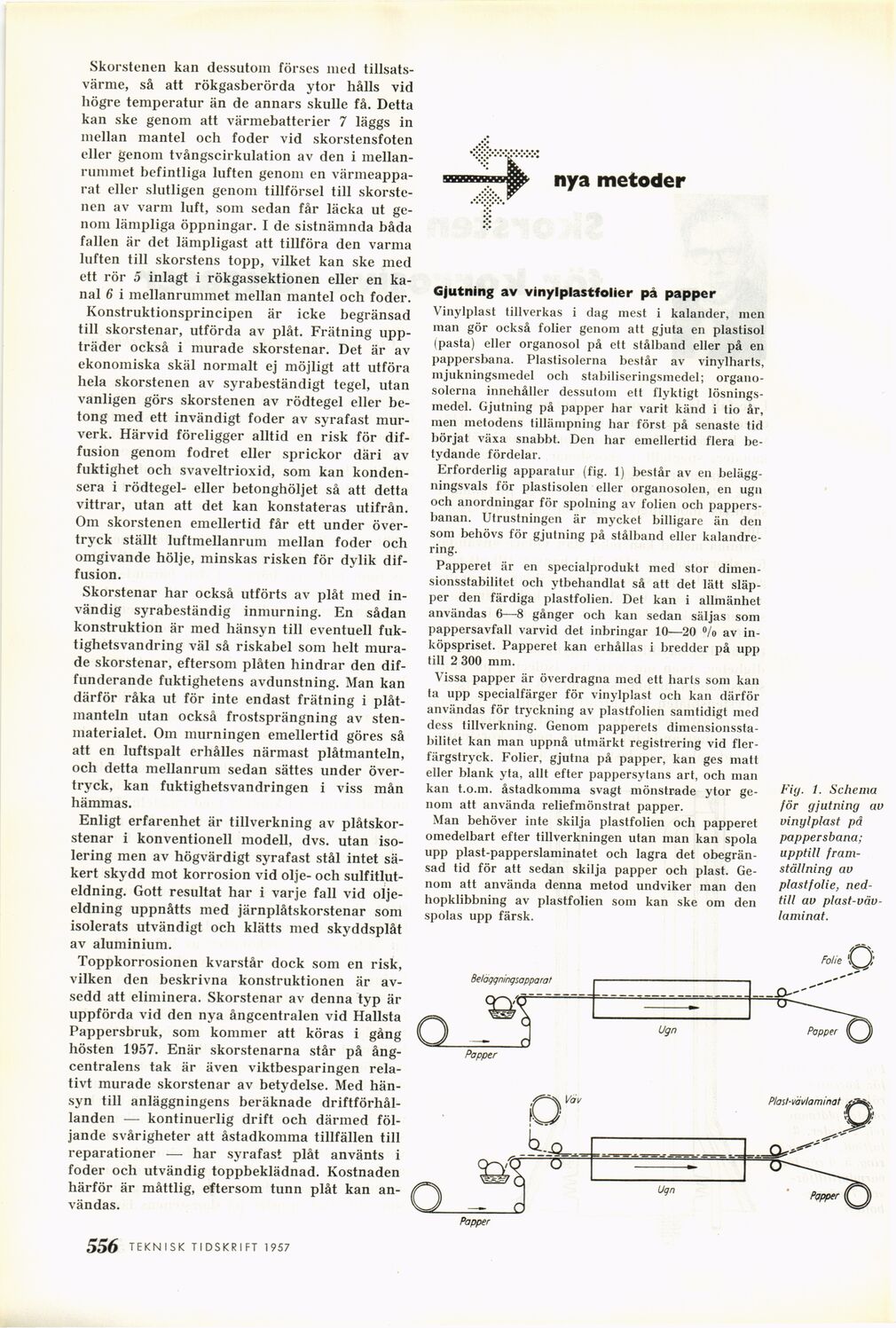
Erforderlig apparatur (fig. 1) består av en
beläggningsvals för plastisolen eller organosolen, en ugn
och anordningar för spolning av folien och
pappersbanan. Utrustningen är mycket billigare än den
som behövs för gjutning på stålband eller
kalandre-ring.
Papperet är en specialprodukt med stor
dimensionsstabilitet och ytbehandlat så att det lätt
släpper den färdiga plastfolien. Det kan i allmänhet
användas 6—8 gånger och kan sedan säljas som
pappersavfall varvid det inbringar 10—20 °/o av
inköpspriset. Papperet kan erhållas i bredder på upp
till 2 300 mm.
Vissa papper är överdragna med ett harts som kan
ta upp specialfärger för vinylplast och kan därför
användas för tryckning av plastfolien samtidigt med
dess tillverkning. Genom papperets
dimensionssta-bilitet kan man uppnå utmärkt registrering vid
fler-färgstryck. Folier, gjutna på papper, kan ges matt
eller blank yta, allt efter pappersytans art, och man
kan t.o.m. åstadkomma svagt mönstrade ytor
genom att använda reliefmönstrat papper.
Man behöver inte skilja plastfolien och papperet
omedelbart efter tillverkningen utan man kan spola
upp plast-papperslaminatet och lagra det
obegränsad tid för att sedan skilja papper och plast.
Genom att använda denna metod undviker man den
hopklibbning av plastfolien som kan ske om den
spolas upp färsk.
Fig. 1. Schema
för gjutning av
vinylplast på
pappersbana;
upptill
framställning av
plastfolie,
nedtill av
plast-väv-laminat.
556 TEKN ISK TI DSKRI FT 1957
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}