
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 47 - Nybyggen - Bränsleelement av plutonium, av SHl - Nya metoder - Halvkemisk björkmassa till tidningspapper, av SHl - Nitning av plast, av SHl - Tillverkning av titanbultar, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
fri storlek kan behandlas åt gången. Den massa,
som inte kan bli kritisk och därför är riskfri ur
denna synpunkt, är olika för olika
plutoniummaterial. Av t.ex. den kommersiella produkten, som
utom ^Pu innehåller andra plutoniumisotoper och
vissa föroreningar, anses prov på högst 300 g helt
riskfria.
Man ämnar tillverka många olika element för
provning i någon av laboratoriets reaktorer. Det
första, som torde bli färdigt 1959, skall användas i
en snabb reaktor. Man planerar också ett
bränsleelement som skall bestå av 20—30 fl/o ^U, 20 °/o
^Pu, 10 % klyvningsprodukter och resten uran 238.
Vidare ämnar man prova en
aluminium-plutoniumlegering, en kerametall av aluminium och
plutoniumoxid samt en blandning av zirkonium- och
plutoniumoxid (Industrial & Engineering Chemistry juli
1959 s. 32A—33A). SHl
nya metoder
Halvkemisk björkmassa till tidningspapper
Undersökningar gjorda vid Stora Kopparbergs
Bergslags AB har visat att man med de medel, som nu
står till förfogande, kan framställa en halvkemisk
massa av björk som har tillfredsställande ljushet
och fiberlängd för blandning med slipmassa till
tidningspapper. Vid en halt av upp till 15 %>
björkmassa erhålls ett papper med i stort sett samma
egenskaper som hos papper av enbart slipmassa.
Vid tillverkning av björkmassa barkas veden först
och huggs till flis som sållas till 15—25 mm
storlek. Från huggmaskinen blåses flisen till en ficka
och transporteras därifrån till ett basningskärl som
den passerar kontinuerligt under basningen. Den
komprimeras sedan i en skruvpress och matas in i
komprimerad form vid bottnen av ett torn fyllt med
kokvätska i vilken den får expandera. I tornet finns
två matarskruvar som för flisen uppåt och reglerar
dess uppehållstid i kokvätskan.
Efter impregneringen förs flisen över en ficka till
en vertikal, kontinuerlig kokare som är ansluten
direkt till en defibrator. Man kokar i ångatmosfär
och defibrerar vid full kokartemperatur. En massa
med tillfredsställande ljushet erhålles vid såväl 175
som 160°C, om koktiden rättas efter temperaturen.
Den erhållna massan befrias från koklut genom
pressning, späds och raffineras, sorteras med
virvelsorterare, urvattnas och förs till lagringskar. Från
detta går den direkt till pappersmaskinens
blandningsapparat (K N Cederquist, E Eftring & B
Proffe i Svensk Papperstidning 30 sept. 1959 s.
652—655). SHl
Nitning av plast
Utarbetandet av ny teknik och lätta verktyg har ökat
användningen av nitning vid hopfogning av
plastdelar. En av dessa metoder, Pop-nitning, påstås
erbjuda flera fördelar framför många andra
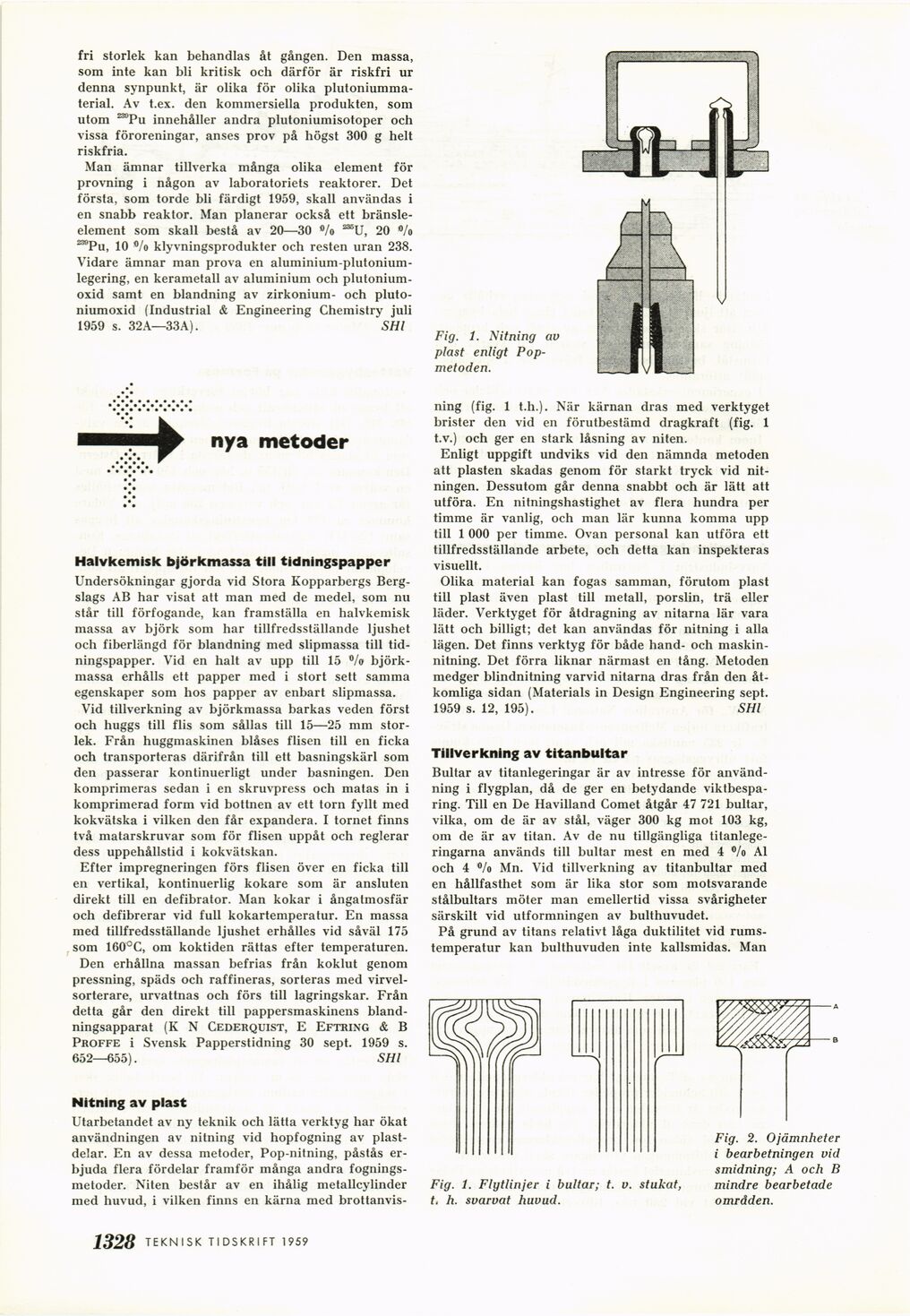
fognings-metoder. Niten består av en ihålig metallcylinder
med huvud, i vilken finns en kärna med brottanvis-
Fig. 1. Nitning av
plast enligt
Popmetoden.
ning (fig. 1 t.h.). När kärnan dras med verktyget
brister den vid en förutbestämd dragkraft (fig. 1
t.v.) och ger en stark låsning av niten.
Enligt uppgift undviks vid den nämnda metoden
att plasten skadas genom för starkt tryck vid
nit-ningen. Dessutom går denna snabbt och är lätt att
utföra. En nitningshastighet av flera hundra per
timme är vanlig, och man lär kunna komma upp
till 1 000 per timme. Ovan personal kan utföra ett
tillfredsställande arbete, och detta kan inspekteras
visuellt.
Olika material kan fogas samman, förutom plast
till plast även plast till metall, porslin, trä eller
läder. Verktyget för åtdragning av nitarna lär vara
lätt och billigt; det kan användas för nitning i alla
lägen. Det finns verktyg för både hand- och
maskin-nitning. Det förra liknar närmast en tång. Metoden
medger blindnitning varvid nitarna dras från den
åtkomliga sidan (Materials in Design Engineering sept.
1959 s. 12, 195). SHl
Tillverkning av titanbultar
Bultar av titanlegeringar är av intresse för
användning i flygplan, då de ger en betydande
viktbesparing. Till en De Havilland Comet åtgår 47 721 bultar,
vilka, om de är av stål, väger 300 kg mot 103 kg,
om de är av titan. Av de nu tillgängliga
titanlege-ringarna används till bultar mest en med 4 °/o Al
och 4 Vo Mn. Vid tillverkning av titanbultar med
en hållfasthet som är lika stor som motsvarande
stålbultars möter man emellertid vissa svårigheter
särskilt vid utformningen av bulthuvudet.
På grund av titans relativt låga duktilitet vid
rumstemperatur kan bulthuvuden inte kallsmidas. Man
Fig. 1. Flytlinjer i bultar; t. v. stukat,
t. h. svarvat huvud.
Fig. 2. Ojämnheter
i bearbetningen vid
smidning; A och B
mindre bearbetade
områden.
1328 TEKNISK TIDSKRIFT 1959
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}