
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 7 - Nybyggen - Oljeförgasningsanläggning vid Stockholms Gasverk, av Wll - Oxelösunds nya järnverk, av Wll
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
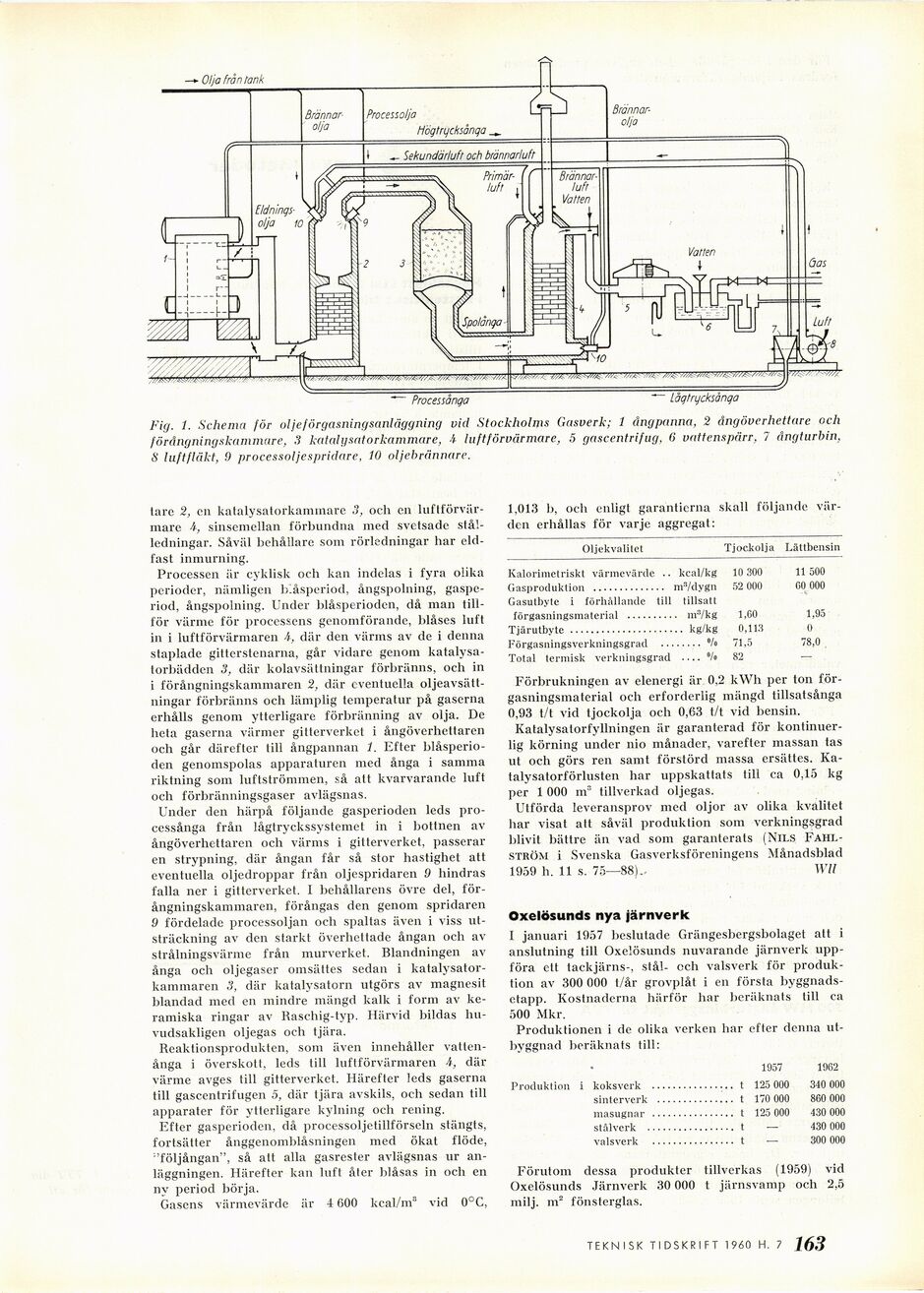
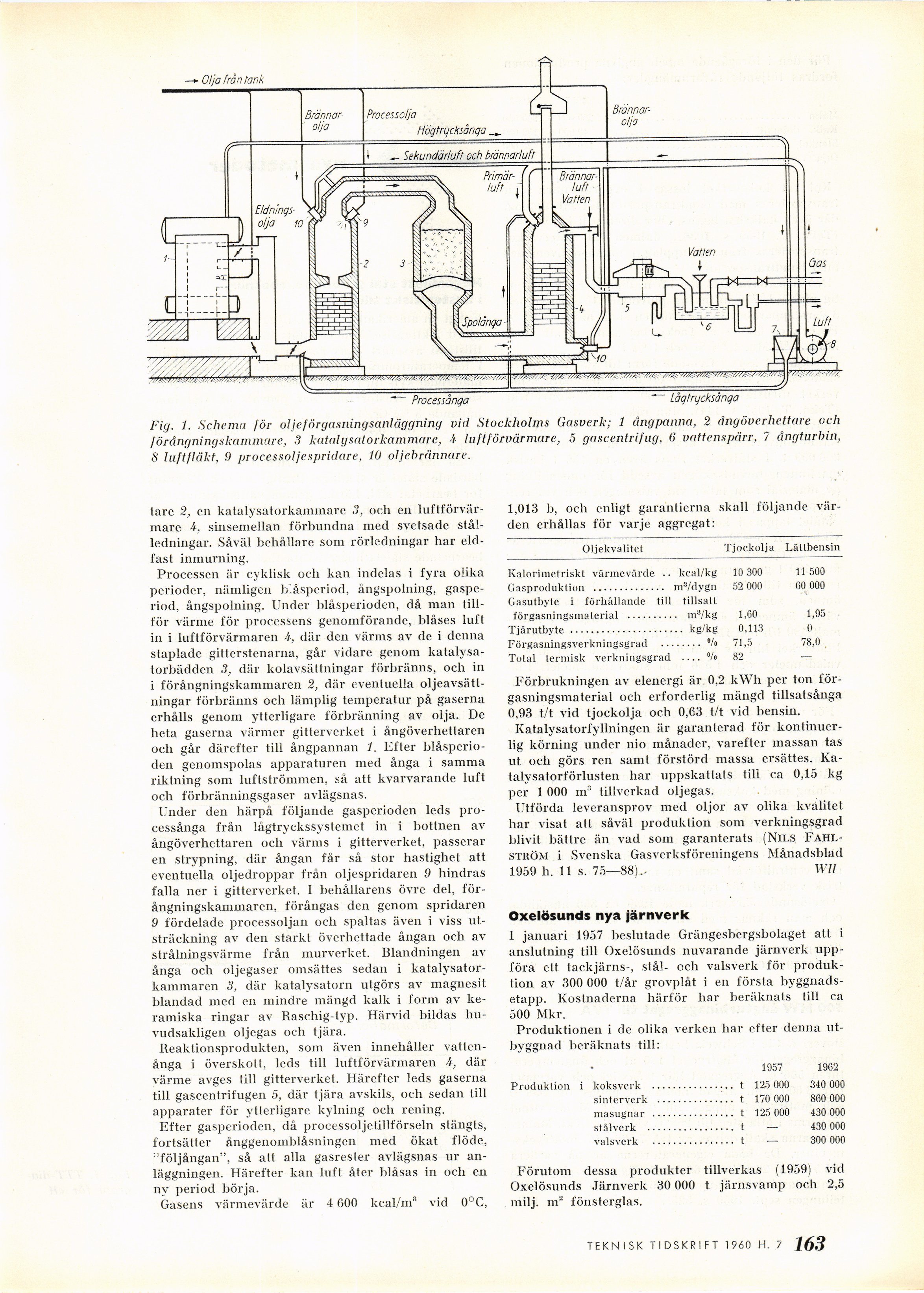
Fig. 1. Schema för oljeförgasningsanläggning vid Stockholms Gasverk; 1 ångpanna, 2 ångöverhettare ocli
fördngningskammare, 3 katalysatorkammare, i luftförvärmare, 5 gascentrifug, ti vattenspärr, 7 ångturbin,
S luftfläkt, 9 processoljespridare, 10 oljebrännare.
tare 2, en katalysatorkammare 3, och en
luftförvärmare 4, sinsemellan förbundna med svetsade
stålledningar. Såväl behållare som rörledningar har
eldfast inmurning.
Processen är cyklisk och kan indelas i fyra olika
perioder, nämligen blåsperiod, ångspolning,
gasperiod, ångspolning. Under blåsperioden, då man
tillför värme för processens genomförande, blåses luft
in i luftförvärmaren i, där den värms av de i denna
staplade gitterstenarna, går vidare genom
katalysatorbädden 3, där kolavsättningar förbränns, och in
i förångningskammaren 2, där eventuella
oljeavsättningar förbränns och lämplig temperatur på gaserna
erhålls genom ytterligare förbränning av olja. De
heta gaserna värmer gitterverket i ångöverhettaren
och går därefter till ångpannan 1. Efter
blåsperioden genomspolas apparaturen med ånga i samma
riktning som luftströmmen, så att kvarvarande luft
och förbränningsgaser avlägsnas.
Under den härpå följande gasperioden leds
processånga från lågtryckssystemet in i bottnen av
ångöverhettaren och värms i gitterverket, passerar
en strypning, där ångan får så stor hastighet att
eventuella oljedroppar från oljespridaren 9 hindras
falla ner i gitterverket. 1 behållarens övre del,
förångningskammaren, förångas den genom spridaren
9 fördelade processoljan och spaltas även i viss
utsträckning av den starkt överhettade ångan och av
strålningsvärme från murverket. Blandningen av
ånga och oljegaser omsattes sedan i
katalysator-kammaren 3, där katalysatorn utgörs av magnesit
blandad med en mindre mängd kalk i form av
keramiska ringar av Raschig-typ. Härvid bildas
huvudsakligen oljegas och tjära.
Reaktionsprodukten, som även innehåller
vattenånga i överskott, leds till luftförvärmaren 4, där
värme avges till gitterverket. Härefter leds gaserna
till gascentrifugen 5, där tjära avskils, och sedan till
apparater för ytterligare kylning och rening.
Efter gasperioden, då processoljetillförseln stängts,
fortsätter ånggenomblåsningen med ökat flöde,
"följångan", så alt alla gasrester avlägsnas ur
anläggningen. Härefter kan luft åter blåsas in och en
nv period börja.
Gasens värmevärde är 4 600 keal/m3 vid 0°C,
1,013 b, och enligt garantierna skall följande
värden erhållas för varje aggregat:
Oljekvalitet Tjockolja Lättbensin
Kalorimetriskt värmevärde .. kcal/kg 10 300 11 500
Gasproduktion .............. mVdygn 52 000 00 000
Gasutbyte i förhållande till tillsatt
förgasningsmaterial ......... . nr/kg 1,60 1,95
0,113 0
Förgasningsverkningsgrad 71,5 78,0
Total termisk verkningsgrad .... "/. 82 —
Förbrukningen av elenergi är 0,2 kWh per ton
för-gasningsmaterial och erforderlig mängd tillsatsånga
0,93 t/t vid tjockolja och 0,63 t/t vid bensin.
Katalysatorfyllningen är garanterad för
kontinuerlig körning under nio månader, varefter massan tas
ut och görs ren samt förstörd massa ersättes.
Katalysatorförlusten har uppskattats till ca 0,15 kg
per 1 000 m" tillverkad oljegas.
Utförda leveransprov med oljor av olika kvalitet
har visat att såväl produktion som verkningsgrad
blivit bättre än vad som garanterats (Nils
Fahlström i Svenska Gasverksföreningens Månadsblad
1959 h. 11 s. 75—88).- Wll
Oxelösunds nya järnverk
I januari 1957 beslutade Grängesbergsbolaget att i
anslutning till Oxelösunds nuvarande järnverk
uppföra ett tackjärns-, stål- cch valsverk för
produktion av 300 000 t/år grovplåt i en första
byggnadsetapp. Kostnaderna härför har beräknats till ca
500 Mkr.
Produktionen i de olika verken har efter denna
utbyggnad beräknats till:
1957 1962
Produktion i koksverk ................ t 125 000 340 000
sinterverk ............... t 170 000 860 000
masugnar ................ t 125 000 430 000
stålverk ................. t — 430 000
valsverk ................ t — 300 000
Förutom dessa produkter tillverkas (1959) vid
Oxelösunds Järnverk 30 000 t järnsvamp och 2,5
milj. nr fönsterglas.
TEKNISK TIDSKRIFT 1960 H. 7 J(f3
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}