
Full resolution (JPEG)
- On this page / på denna sida
- Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
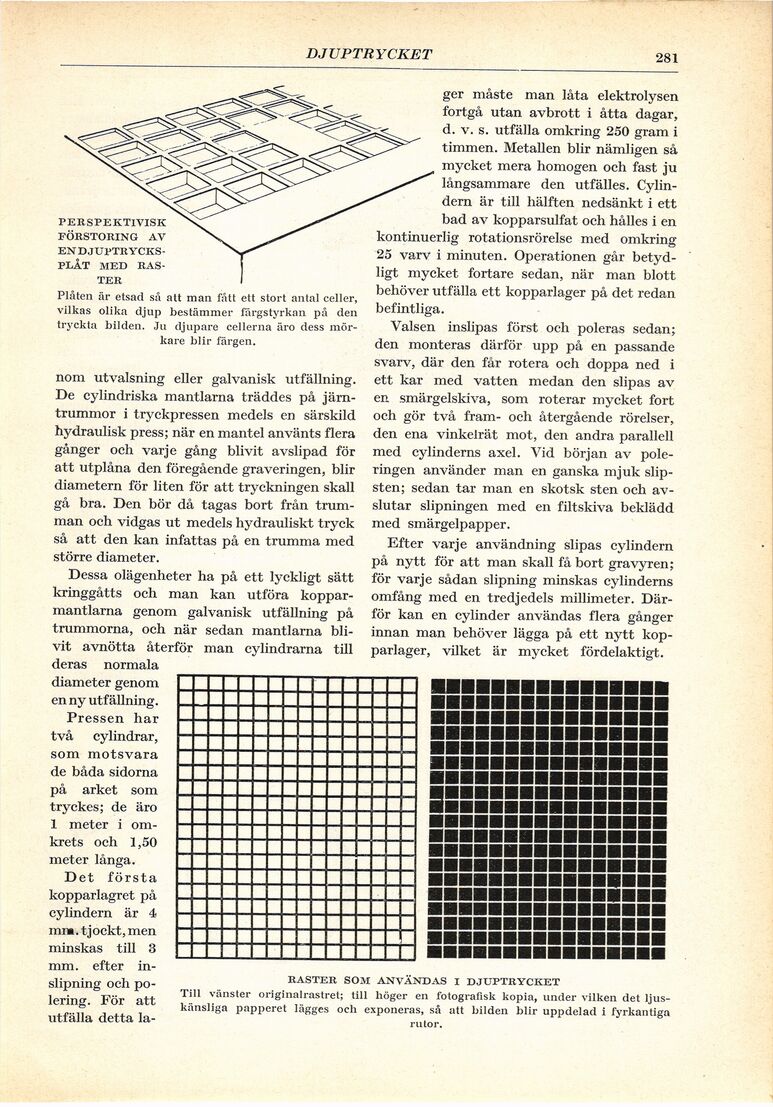
PERSPEKTIVISK FÖRSTORING AV EN DJUPTRYCKSPLÅT MED RASTER
Plåten är etsad så att man fått ett stort antal celler,
vilkas olika djup bestämmer färgstyrkan på den
tryckta bilden. Ju djupare cellerna äro dess mörkare blir färgen. |
genom utvalsning eller galvanisk utfällning.
De cylindriska mantlarna träddes på
järntrummor i tryckpressen medels en särskild
hydraulisk press; när en mantel använts flera
gånger och varje gång blivit avslipad för
att utplåna den föregående graveringen, blir
diametern för liten för att tryckningen skall
gå bra. Den bör då tagas bort från
trumman och vidgas ut medels hydrauliskt tryck
så att den kan infattas på en trumma med
större diameter.
Dessa olägenheter ha på ett lyckligt sätt
kringgåtts och man kan utföra
kopparmantlarna genom galvanisk utfällning på
trummorna, och när sedan mantlarna
blivit avnötta återför man cylindrarna till
deras normala diameter genom en ny utfällning.
Pressen har två cylindrar, som motsvara de båda sidorna
på arket som tryckes; de äro l meter i omkrets och 1,50
meter långa.
Det första kopparlagret på cylindern är 4 mm. tjockt, men
minskas till 3 mm. efter inslipning och polering. För att
utfälla detta lager måste man låta elektrolysen
fortgå utan avbrott i åtta dagar, d. v. s. utfälla omkring 250 gram i
timmen. Metallen blir nämligen så mycket mera homogen och fast ju
långsammare den utfallés. Cylindern är till hälften nedsänkt i ett
bad av kopparsulfat och hålles i en kontinuerlig rotationsrörelse med omkring
25 varv i minuten. Operationen går betydligt mycket fortare sedan, när man blott
behöver utfälla ett kopparlager på det redan befintliga.
Valsen inslipas först och poleras sedan;
den monteras därför upp på en passande
svarv, där den får rotera och doppa ned i
ett kar med vatten medan den slipas av
en smärgelskiva, som roterar mycket fort
och gör två fram- och återgående rörelser,
den ena vinkelrät mot, den andra parallell
med cylinderns axel. Vid början av
poleringen använder man en ganska mjuk
slipsten; sedan tar man en skotsk sten och
avslutar slipningen med en filtskiva beklädd
med smärgelpapper.
Efter varje användning slipas cylindern
på nytt för att man skall få bort gravyren;
för varje sådan slipning minskas cylinderns
omfång med en tredjedels millimeter.
Därför kan en cylinder användas flera gånger
innan man behöver lägga på ett nytt
kopparlager, vilket är mycket fördelaktigt.
|
RASTER SOM ANVÄNDAS I DJUPTRYCKET
Till vänster originalrastret; till höger en fotografisk kopia, under vilken det
ljuskänsliga papperet lägges och exponeras, så att bilden blir uppdelad i fyrkantiga
rutor. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 13:43:23 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/vetlivet/1919/0289.html


{kind=link}