
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
139 INDUSTRI TIDNINGEN NORDEN
Reparation av avbrutna
spiralborrar.
Att medelst gjutning göra sönderbrutna
spiralborrar, upprymmareborrar och dylika verktyg
användningsdugliga på enkelt, billigt och tillförlitligt sätt och
således minska eller helt och hållet undgå de av den
hastiga förbrukningen av gamla verktyg och anskaffning
av nya uppstående kostnaderna torde vara ett problem
av intresse för många tekniker.
Fritz Neumeyer A. G., Nürnberg har under nr
56220 i Sverige patenterat en av W. Wörner och A. F.
Drossel uppfunnen gjutningsmetod för detta ändamål.
Metoden består i huvudsak däri, att kring spiralborrens
avbrutna ände fastgjutes ett nytt skaft av en
metallegering med stor krymp förmåga och en smälttemperatur,
som ligger betydligt under borrstålets och lämnar dettas
härdning oberörd. På detta sätt göras spiralborrar och
dylika verktyg åter användningsdugliga varaktigt,
enkelt och billigt, så att reparation ställer sig
fördelaktigare och billigare än nyanskaffning.
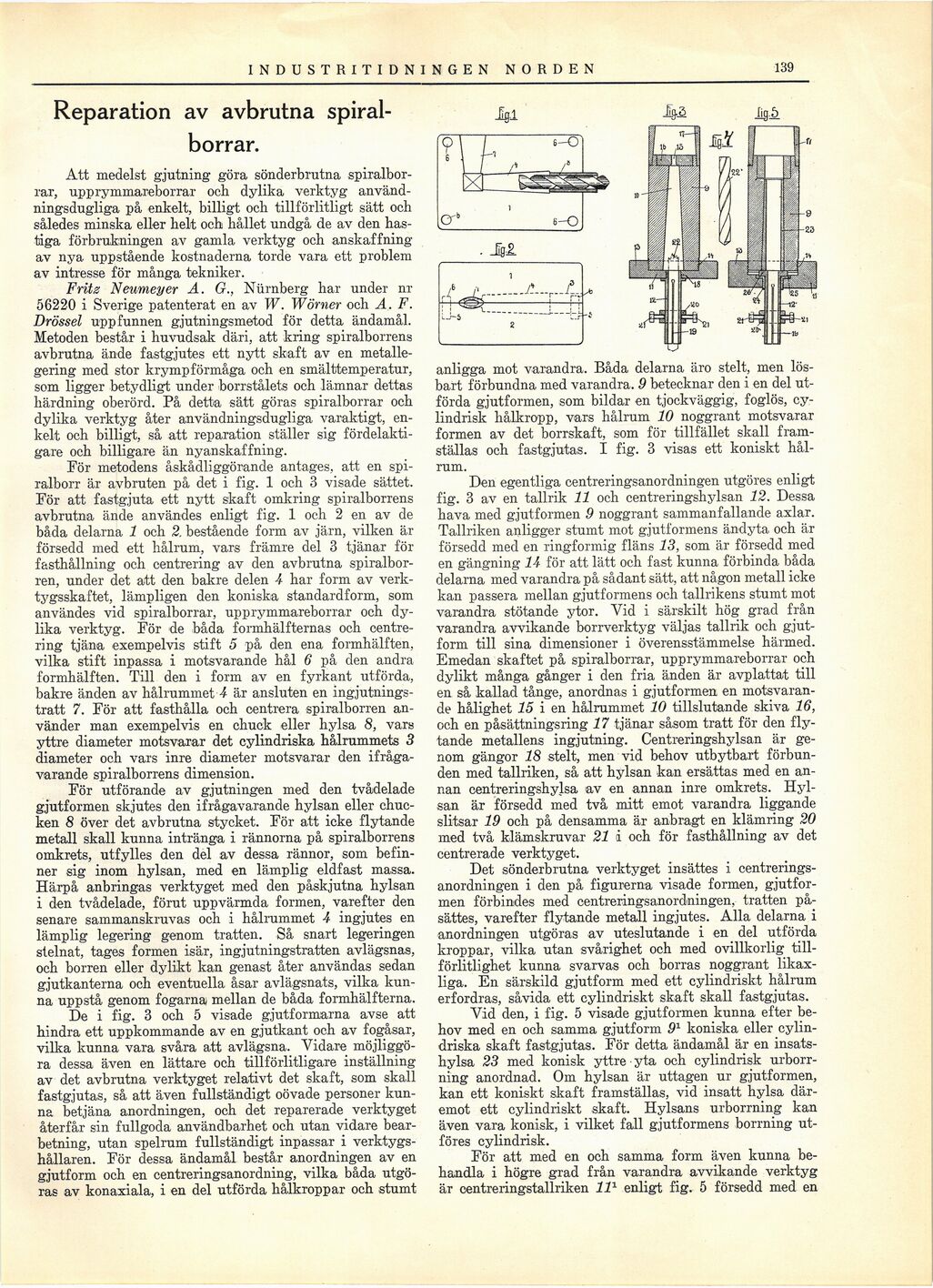
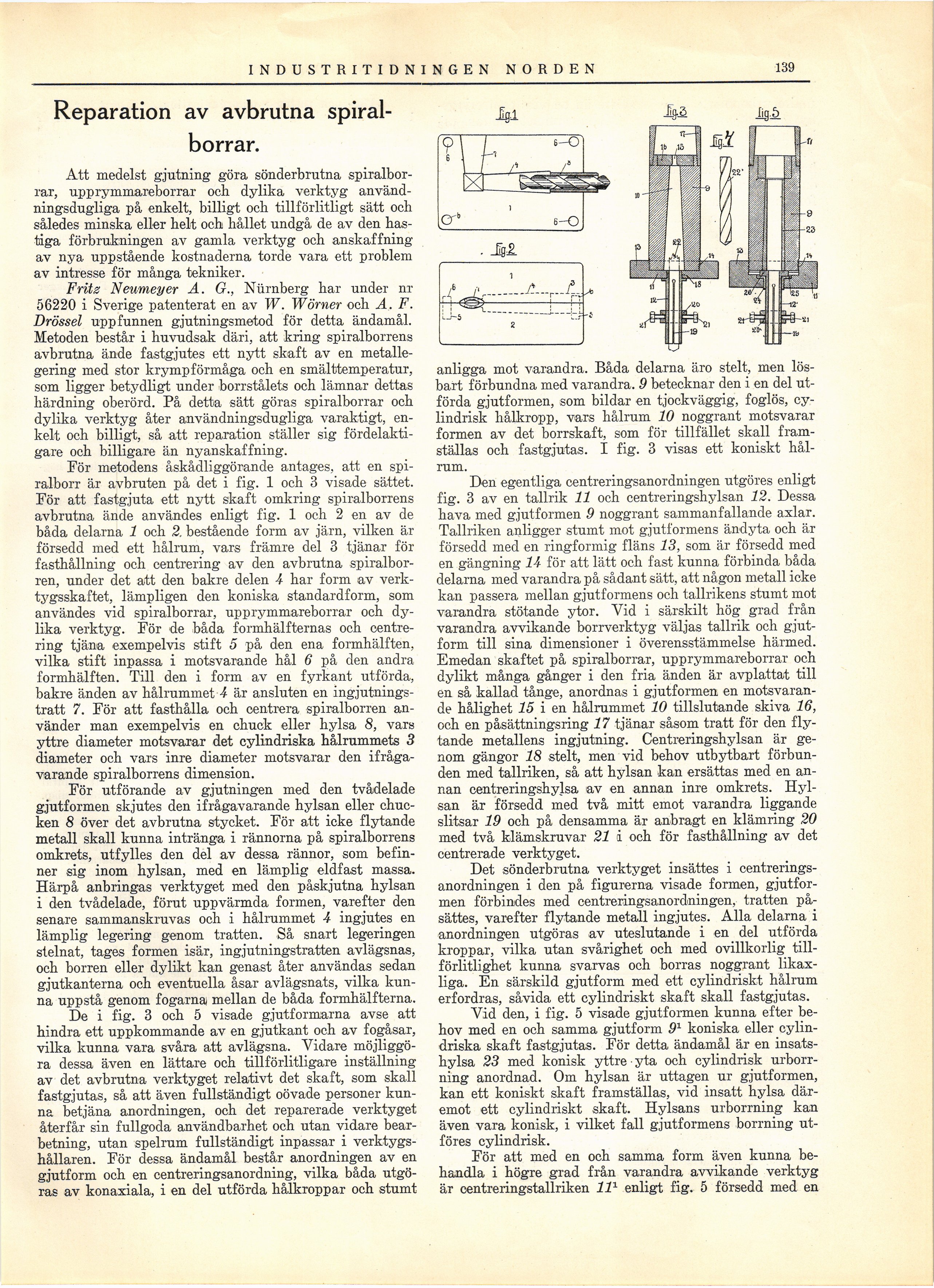
För metodens åskådliggörande antages, att en
spiralborr är avbruten på det i fig. 1 och 3 visade sättet.
För att fastgjuta ett nytt skaft omkring spiralborrens
avbrutna ände användes enligt fig. 1 och 2 en av de
båda delarna 1 och 2. bestående form av järn, vilken är
försedd med ett hålrum, vars främre del 3 tjänar för
fasthållning och centrering av den avbrutna
spiralborren, under det att den bakre delen 4 har form av
verktygsskaftet, lämpligen den koniska standardform, som
användes vid spiralborrar, upprymmareborrar och
dylika verktyg. För de båda formhälfternas och
centrering tjäna exempelvis stift 5 på den ena formhälften,
vilka stift inpassa i motsvarande hål 6 på den andra
formhälften. Till den i form av en fyrkant utförda,
bakre änden av hålrummet 4 är ansluten en
ingjutnings-tratt 7. För att fasthålla och centrera spiralborren
använder man exempelvis en chuck eller hylsa 8, vars
yttre diameter motsvarar det cylindriska hålrummets 3
diameter och vars inre diameter motsvarar den
ifrågavarande spiralborrens dimension.
För utförande av gjutningen med den tvådelade
gjutformen skjutes den ifrågavarande hylsan eller
chuc-ken 8 över det avbrutna stycket. För att icke flytande
metall skall kunna intränga i rännorna på spiralborrens
omkrets, utfylles den del av dessa rännor, som
befinner sig inom hylsan, med en lämplig eldfast massa.
Härpå anbringas verktyget med den påskjutna hylsan
i den tvådelade, förut uppvärmda formen, varefter den
senare sammanskruvas och i hålrummet 4 ingjutes en
lämplig legering genom tratten. Så snart legeringen
stelnat, tages formen isär, ingjutningstratten avlägsnas,
och borren eller dylikt kan genast åter användas sedan
gjutkanterna och eventuella åsar avlägsnats, vilka
kunna uppstå genom fogarna mellan de båda formhälfterna.
De i fig. 3 och 5 visade gjutformarna avse att
hindra ett uppkommande av en gjutkant och av fogåsar,
vilka kunna vara svåra att avlägsna. Vidare
möjliggöra dessa även en lättare och tillförlitligare inställning
av det avbrutna verktyget relativt det skaft, som skall
fastgjutas, så att även fullständigt oövade personer
kunna betjäna anordningen, och det reparerade verktyget
återfår sin fullgoda användbarhet och utan vidare
bearbetning, utan spelrum fullständigt inpassar i
verktygs-hållaren. För dessa ändamål består anordningen av en
gjutform och en centreringsanordning, vilka båda
utgöras av konaxiala, i en del utförda hålkroppar och stumt
igi
anligga mot varandra. Båda delarna äro stelt, men
lösbart förbundna med varandra. 9 betecknar den i en del
utförda gjutformen, som bildar en tjockväggig, foglös,
cylindrisk hålkropp, vars hålrum 10 noggrant motsvarar
formen av det borrskaft, som för tillfället skall
framställas och fastgjutas. I fig. 3 visas ett koniskt
hålrum.
Den egentliga centreringsanordningen utgöres enligt
fig. 3 av en tallrik 11 och centreringshylsan 12. Dessa
hava med gjutformen 9 noggrant sammanfallande axlar.
Tallriken anligger stumt mot gjutformens ändyta och är
försedd med en ringformig fläns 13, som är försedd med
en gängning 14 för att lätt och fast kunna förbinda båda
delarna med varandra på sådant sätt, att någon metall icke
kan passera mellan gjutformens och tallrikens stumt mot
varandra stötande ytor. Vid i särskilt hög grad från
varandra avvikande borrverktyg väljas tallrik och
gjutform till sina dimensioner i överensstämmelse härmed.
Emedan skaftet på spiralborrar, upprymmareborrar och
dylikt många gånger i den fria änden är avplattat till
en så kallad tånge, anordnas i gjutformen en
motsvarande hålighet 15 i en hålrummet 10 tillslutande skiva 16,
och en påsättningsring 17 tjänar såsom tratt för den
flytande metallens ingjutning. Centreringshylsan är
genom gängor 18 stelt, men vid behov utbytbart
förbunden med tallriken, så att hylsan kan ersättas med en
annan centreringshylsa av en annan inre omkrets.
Hylsan är försedd med två mitt emot varandra liggande
slitsar 19 och på densamma är anbragt en klämring 20
med två klämskruvar 21 i och för fasthållning av det
centrerade verktyget.
Det sönderbrutna verktyget insättes i
centreringsanordningen i den på figurerna visade formen,
gjutformen förbindes med centreringsanordningen, tratten
på-sättes, varefter flytande metall ingjutes. Alla delarna i
anordningen utgöras av uteslutande i en del utförda
kroppar, vilka utan svårighet och med ovillkorlig
tillförlitlighet kunna svarvas och borras noggrant
likax-liga. En särskild gjutform med ett cylindriskt hålrum
erfordras, såvida ett cylindriskt skaft skall fastgjutas.
Vid den, i fig. 5 visade gjutformen kunna efter
behov med en och samma gjutform 91 koniska eller
cylindriska skaft fastgjutas. För detta ändamål är en
insatshylsa 23 med konisk yttre • yta och cylindrisk
urborr-ning anordnad. Om hylsan är uttagen ur gjutformen,
kan ett koniskt skaft framställas, vid insatt hylsa
däremot ett cylindriskt skaft. Hylsans urborrning kan
även vara konisk, i vilket fall gjutformens borrning
utföres cylindrisk.
För att med en och samma form även kunna
behandla i högre grad från varandra avvikande verktyg
är centreringstallriken ll1 enligt fig. 5 försedd med en
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}