
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
168
INDUSTRI TIDNINGEN NORDEN
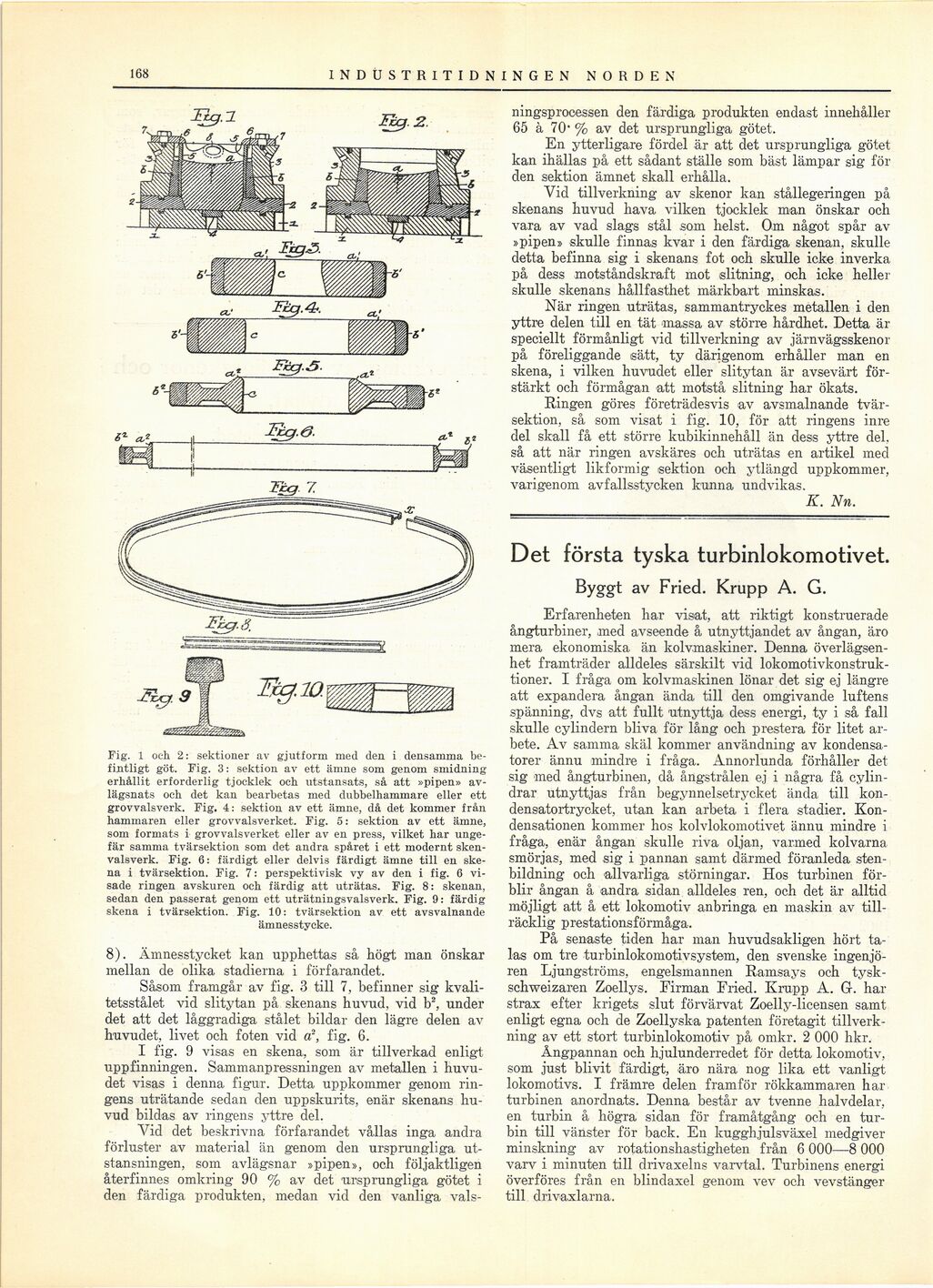
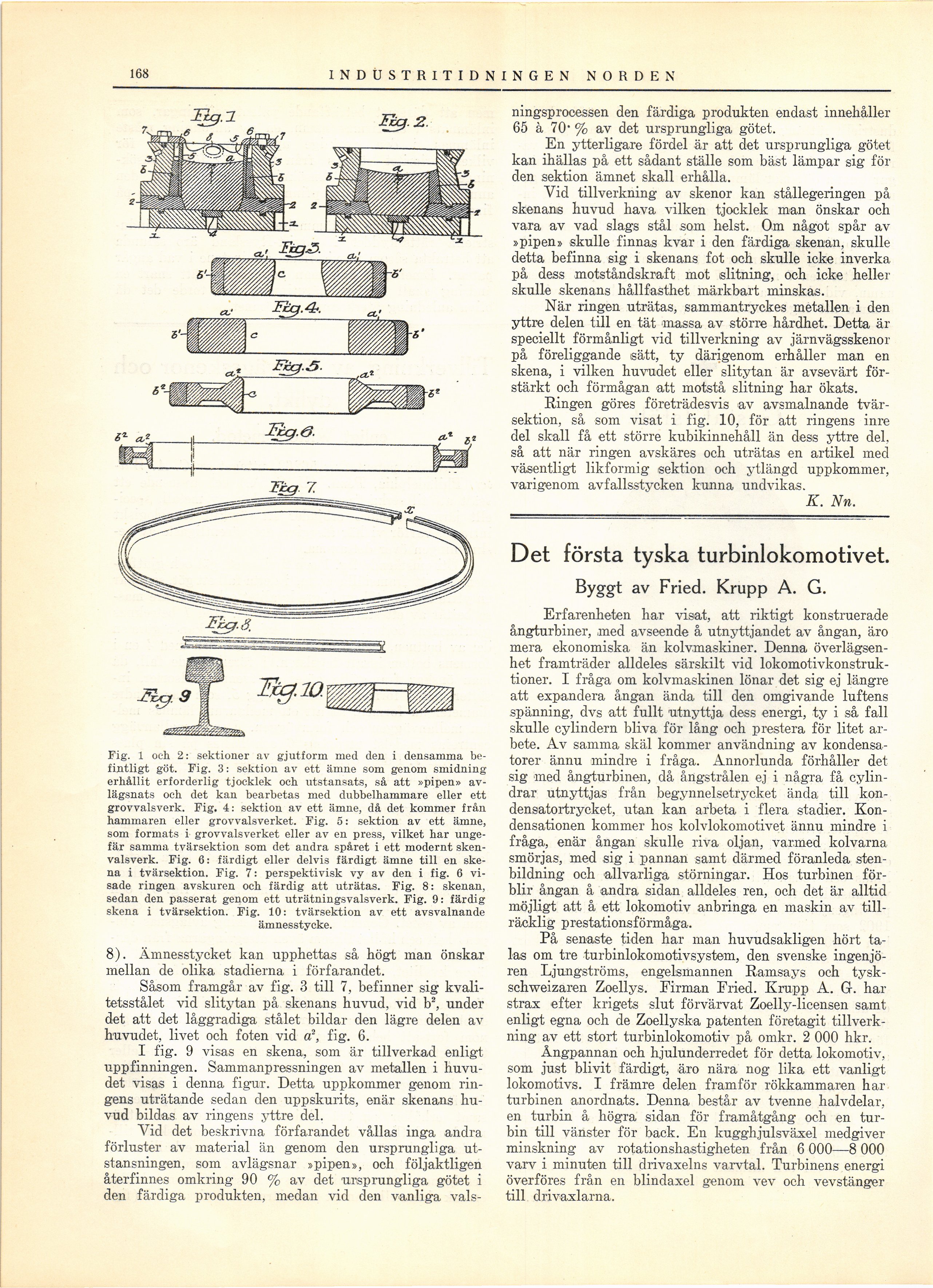
Fig. 1 och 2: sektioner av gjutform med den i densamma
befintligt göt. Fig. 3: sektion av ett ämne som genom smidning
erhållit erforderlig tjocklek och utstansats, så att »pipen»
avlägsnats och det kan bearbetas med dubbelhammare eller ett
grovvalsverk. Fig. 4: sektion av ett ämne, då det kommer från
hammaren eller grovvalsverket. Fig. 5: sektion av ett ämne,
som formats i grovvalsverket eller av en press, vilket har
ungefär samma tvärsektion som det andra spåret i ett modernt
skenvalsverk. Fig. 6: färdigt eller delvis färdigt ämne till en
skena i tvärsektion. Fig. 7: perspektivisk vy av den i fig. 6
visade ringen avskuren och färdig att uträtas. Fig. 8: skenan,
sedan den passerat genom ett uträtningsvalsverk. Fig. 9: färdig
skena i tvärsektion. Fig. 10: tvärsektion av ett avsvalnande
ämnesstycke.
8). Ämnesstycket kan upphettas så högt man önskar
mellan de olika stadierna i förfarandet.
Såsom framgår av fig. 3 till 7, befinner sig
kvalitetsstålet vid slitytan på skenans huvud, vid b2, under
det att det låggradiga stålet bildar den lägre delen av
huvudet, livet och foten vid a2, fig. 6.
I fig. 9 visas en skena, som är tillverkad enligt
uppfinningen. Sammanpressningen av metallen i
huvudet visas i denna figur. Detta uppkommer genom
ringens uträtande sedan den uppskurits, enär skenans
huvud bildas av ringens yttre del.
Vid det beskrivna förfarandet vållas inga andra
förluster av material än genom den ursprungliga
ut-stansningen, som avlägsnar »pipen», och följaktligen
återfinnes omkring 90 % av det ursprungliga götet i
den färdiga produkten, medan vid den vanliga vals-
ningsprocessen den färdiga produkten endast innehåller
65 à 70’ % av det ursprungliga götet.
En ytterligare fördel är att det ursprungliga götet
kan ihällas på ett sådant ställe som bäst lämpar sig för
den sektion ämnet skall erhålla.
Vid tillverkning av skenor kan stållegeringen på
skenans huvud hava vilken tjocklek man önskar och
vara av vad slags stål som helst. Om något spår av
»pipen» skulle finnas kvar i den färdiga skenan, skulle
detta befinna sig i skenans fot och skulle icke inverka
på dess motståndskraft mot slitning, och icke heller
skulle skenans hållfasthet märkbart minskas.
När ringen uträtas, sammantryckes metallen i den
yttre delen till en tät massa av större hårdhet. Detta är
speciellt förmånligt vid tillverkning av järnvägsskenor
på föreliggande sätt, ty därigenom erhåller man en
skena, i vilken huvudet eller slitytan är avsevärt
förstärkt och förmågan att motstå slitning har ökats.
Ringen göres företrädesvis av avsmalnande
tvärsektion, så som visat i fig. 10, för att ringens inre
del skall få ett större kubikinnehåll än dess yttre del,
så att när ringen avskäres och uträtas en artikel med
väsentligt likformig sektion och ytlängd uppkommer,
varigenom avfallsstycken kunna undvikas.
K. Nn.
Det första tyska turbinlokomotivet.
Byggt av Fried. Krupp A. G.
Erfarenheten har visat, att riktigt konstruerade
ångturbiner, med avseende å utnyttjandet av ångan, äro
mera ekonomiska än kolvmaskiner. Denna
överlägsenhet framträder alldeles särskilt vid
lokomotivkonstruktioner. I fråga om kolvmaskinen lönar det sig ej längre
att expandera ångan ända till den omgivande luftens
spänning, dvs att fullt utnyttja dess energi, ty i så fall
skulle cylindern bliva för lång och prestera för litet
arbete. Av samma skäl kommer användning av
kondensatorer ännu mindre i fråga. Annorlunda förhåller det
sig med ångturbinen, då ångstrålen ej i några få
cylindrar utnyttjas från begynnelsetrycket ända till
kon-densatortrycket, utan kan arbeta i flera stadier.
Kondensationen kommer hos kolvlokomotivet ännu mindre i
fråga, enär ångan skulle riva oljan, varmed kolvarna
smörjas, med sig i pannan samt därmed föranleda
stenbildning och allvarliga störningar. Hos turbinen
förblir ångan å andra sidan alldeles ren, och det är alltid
möjligt att å ett lokomotiv anbringa en maskin av
tillräcklig prestationsförmåga.
På senaste tiden har man huvudsakligen hört
talas om tre turbinlokomotivsystem, den svenske
ingenjören Ljungströms, engelsmannen Ramsays och
tyskschweizaren Zoellys. Firman Fried. Krupp A. G. har
strax efter krigets slut förvärvat Zoelly-licensen samt
enligt egna och de Zoellyska patenten företagit
tillverkning av ett stort turbinlokomotiv på omkr. 2 000 hkr.
Ångpannan och hjulunderredet för detta lokomotiv,
som just blivit färdigt, äro nära nog lika ett vanligt
lokomotivs. I främre delen framför rökkammaren har
turbinen anordnats. Denna består av tvenne halvdelar,
en turbin å högra sidan för framåtgång och en
turbin till vänster för back. En kugghjulsväxel medgiver
minskning av rotationshastigheten från 6 000—8 000
varv i minuten till drivaxelns varvtal. Turbinens energi
överföres från en blindaxel genom vev och vevstänger
till drivaxlarna.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}