
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
188
INDUSTRITIDNINGEN NOR D E N
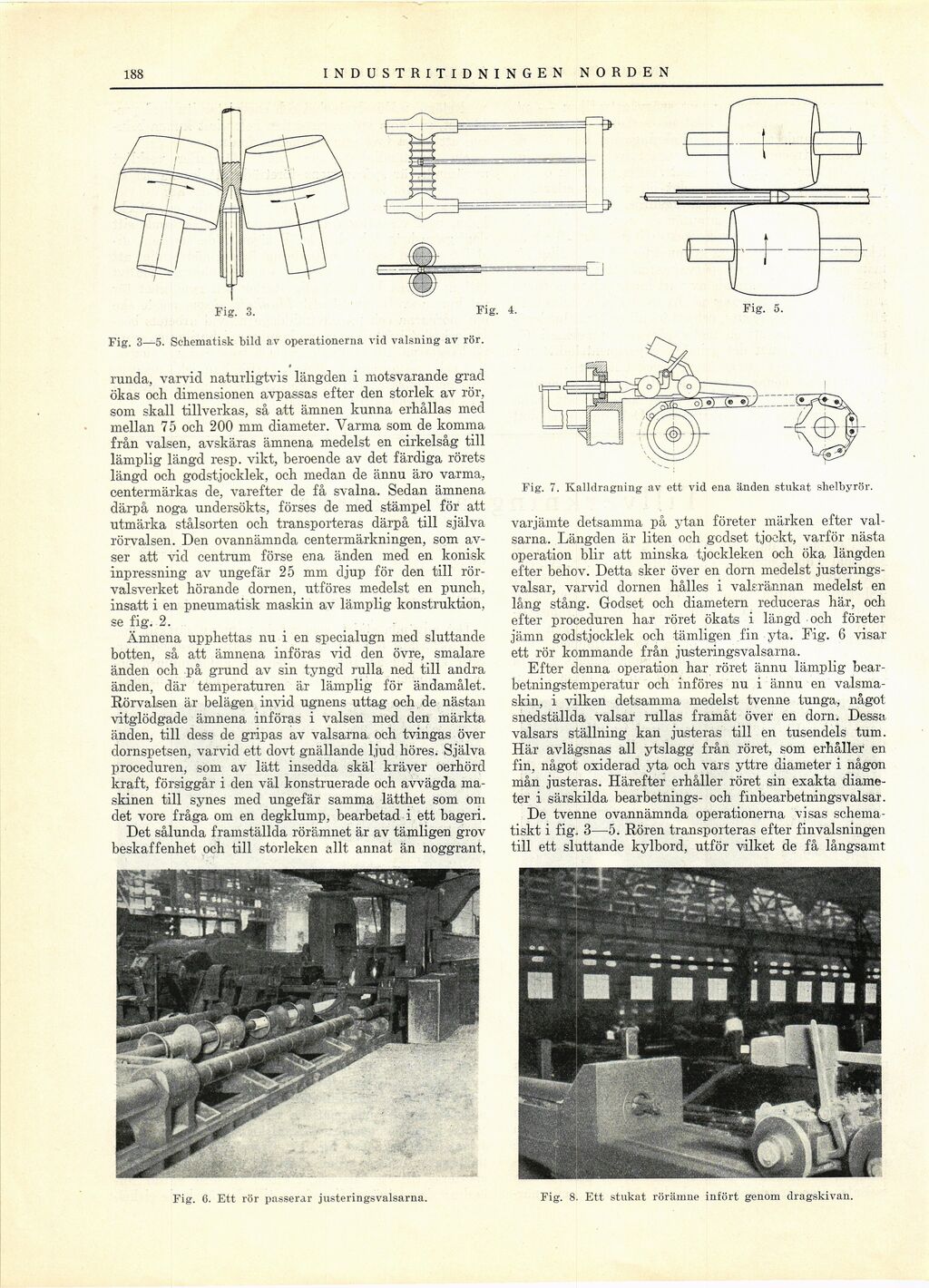
Fig. 3—5. Schematisk bild av operationerna vid valsning av rör.
Fig. 3.
runda, varvid naturligtvis längden i motsvarande grad
ökas och dimensionen avpassas efter den storlek av rör,
som skall tillverkas, så att ämnen kunna erhållas med
mellan 75 och 200 mm diameter. Varma som de komma
från valsen, avskäras ämnena medelst en cirkelsåg till
lämplig längd resp. vikt, beroende av det färdiga rörets
längd och godstjocklek, och medan de ännu äro varma,
centermärkas de, varefter de få svalna. Sedan ämnena
därpå noga undersökts, förses de med stämpel för att
utmärka stålsorten och transporteras därpå till själva
rörvalsen. Den ovannämnda centermärkningen, som
avser att vid centrum förse ena änden med en konisk
inpressning av ungefär 25 mm djup för den till
rörvalsverket hörande dornen, utföres medelst en punch,
insatt i en pneumatisk maskin av lämplig konstruktion,
se fig. 2.
Ämnena upphettas nu i en specialugn med sluttande
botten, så att ämnena införas vid den övre, smalare
änden och på grund av sin tyngd rulla ned till andra
änden, där temperaturen är lämplig för ändamålet.
Rörvalsen är belägen invid ugnens uttag och de nästan
vitglödgade ämnena införas i valsen med den märkta
änden, till dess de gripas av valsarna, och tvingas över
dornspetsen, varvid ett dovt gnällande ljud höres. Själva
proceduren, som av lätt insedda skäl kräver oerhörd
kraft, försiggår i den väl konstruerade och avvägda
maskinen till synes med ungefär samma lätthet som om
det vore fråga om en degklump, bearbetad i ett bageri.
Det sålunda framställda rörämnet är av tämligen grov
beskaffenhet och till storleken allt annat än noggrant,
Fig. 4.
varjämte detsamma på ytan företer märken efter
valsarna. Längden är liten och godset tjockt, varför nästa
operation blir att minska tjockleken och öka längden
efter behov. Detta sker över en dorn medelst
justeringsvalsar, varvid dornen hålles i valsrännan medelst en
lång stång. Godset och diametern reduceras här, och
efter proceduren har röret ökats i längd och företer
jämn godstjocklek och tämligen fin yta. Fig. 6 visar
ett rör kommande från justeringsvalsarna.
Efter denna operation har röret ännu lämplig
bearbetningstemperatur och införes nu i ännu en
valsmaskin, i vilken detsamma medelst tvenne tunga, något
snedställda valsar rullas framåt över en dorn. Dessa
valsars ställning ka-n justeras till en tusendels tum.
Här avlägsnas all ytslagg från röret, som erhåller en
fin, något, oxiderad yta och vars yttre diameter i någon
mån justeras. Härefter erhåller röret sin exakta
diameter i särskilda bearbetnings- och finbearbetningsvalsar.
De tvenne ovannämnda operationerna visas
schematiskt i fig. 3—5. Rören transporteras efter finvalsningen
till ett sluttande kylbord, utför vilket de få långsamt
Fig. 7. Kalldragning av ett vid ena änden stukat shelbyrör.
Fig. 6. Ett rör passerar justeringsvalsarna.
Fig. 8. Ett stukat rörämne infört genom dragskivan.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}