
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TOLERANSER
Kap. 2. Toleransbestämning
Allmänna anvisningar
Bestämmandet av toleransgrad
Riktlinjer för normala fall anges i tab.
2: 1 och 2:2.
Åsätt icke snävare toleranser än i varje
fall är nödvändigt, ty varje för snäv tole=
rans betyder tidsförlust och ofta felaktig
maskinbeläggning i verkstaden!
Detta får emellertid icke medföra, att
konstruktören för mindre funkrionsviktiga
detaljer går för långt åt andra hållet, så
att han helt överlåter åt verkstaden att
passa in biten i sitt sammanhang. Att
skriva »passas» på en ritning är olämpligt
och absolut förkastligt vid tillverkning,
där utbytbarhet åsyftas. Det kan dock
finnas tillfällen, då man vid sådan tills
verkning lämpligen bör efterarbeta, t. ex.
vid en passning, där den ena delen är
mycket svårarbetad och således bör tills
verkas först och den andra sedan bear*
betas till den förras mått. Likaså kan det
ofta vara bättre att låta efterarbeta på
något ställe av en toleranssatt måttked*
ja, om delmåttens ’adderade toleranser
skulle medföra, att kedjans tillåtna grän*
ser överskredos vid tillverkningen (s. 28).
Förekommande passnings* och efter*
arbete bör naturligtvis så vitt möjligt ut*
föras maskinellt med iakttagande av all
den noggrannhet, använd arbetsmetod kan
erbjuda.
I sådana fall, där bearbetningen av ett
mått sker i tempon, bör toleransangivelse
ske för varje arbetsoperation. Man kan
här få en toleranskedja, där max* resp.
minsummatoleransen måste beräknas och
anges för att det slutgiltiga måttet skall
kunna innehållas (s. 31).
Toleranser på toleransgränserna
Vid toleranssättningen bör man göra
klart för sig, att de nominella tolerans*
gränserna icke kunna innehållas vid till*
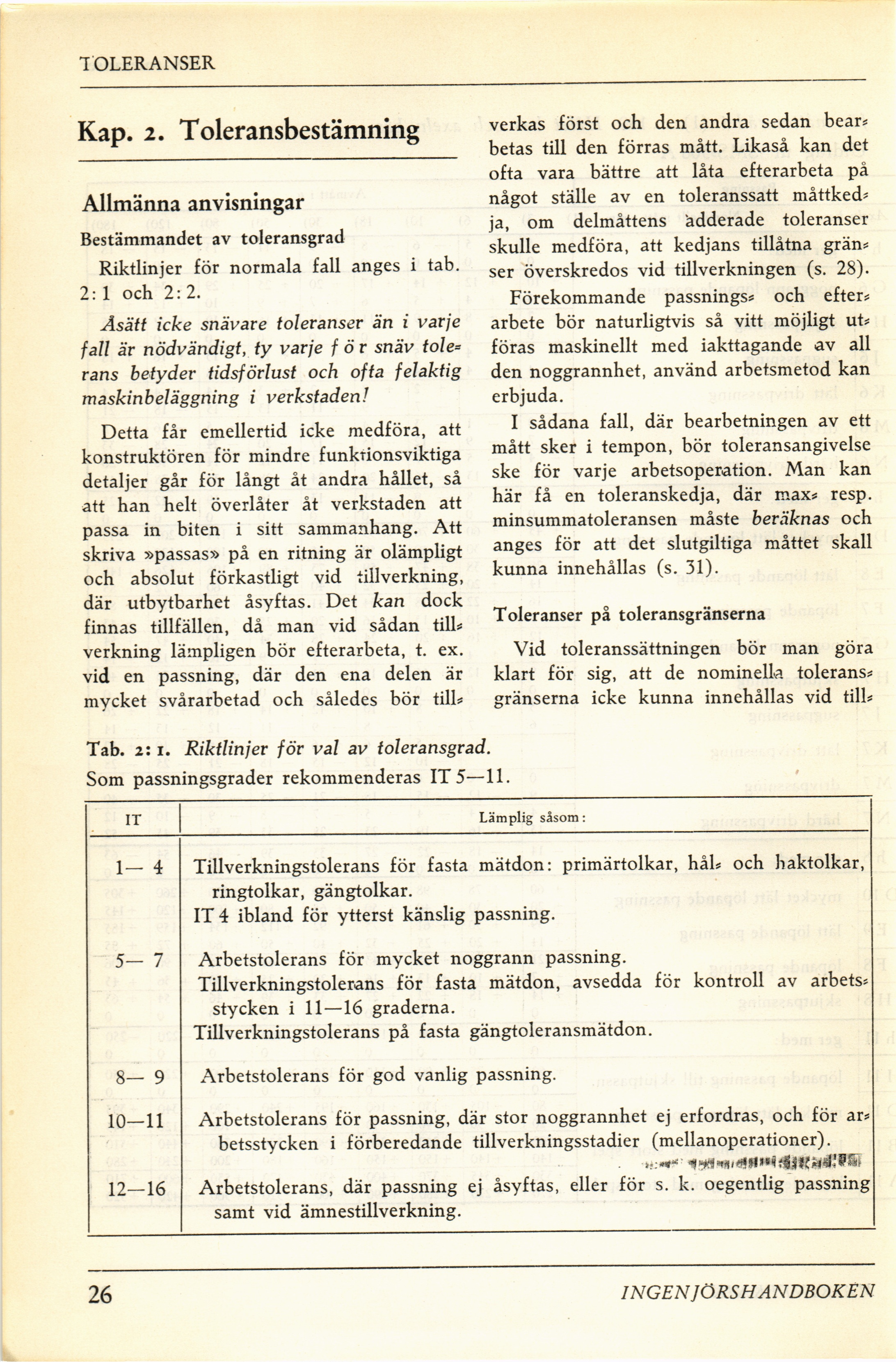
Tab. 2:1. Riktlinjer för val av toleransgrad.
Som passningsgrader rekommenderas IT 5—11.
IT Lämplig såsom:
1— 4 Tillverkningstolerans för fasta mätdon: primärtolkar, hål* och baktolkar, ringtolkar, gängtolkar. IT 4 ibland för ytterst känslig passning.
5- 7 Arbetstolerans för mycket noggrann passning. Tillverkningstolerans för fasta mätdon, avsedda för kontroll av arbets* stycken i 11—16 graderna. Tillverkningstolerans på fasta gängtoleransmätdon.
8— 9 Arbetstolerans för god vanlig passning.
10-11 Arbetstolerans för passning, där stor noggrannhet ej erfordras, och för ar* betsstycken i förberedande tillverkningsstadier (mellanoperationer).
12-16 Arbetstolerans, där passning ej åsyftas, eller för s. k. oegentlig passning samt vid ämnestillverkning.
26
INGEN ]ÖRS HANDBOKEN
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}