
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Press- och krympförband
l-fog.
V-fog.
U-fog.
X*fog.
Dubbel U=fog. Kälfogar (T—K).
Fig. 5/1. Vanliga fogtyper.
lappsfogar i onödan. Orsaken härtill torde
vara, att det svetsade arbetsstycket tidigare
utförts nitat, varvid plåtarna överlappa
varandra. När man övergått till svetsning,
har man bibehållit överlappsfogen, i stäl»
let för att begagna en för svetsning mera
ändamålsenlig fogtyp. I konstruktivt hän»
seende har en stumfog den fördelen, att
kraftöverföringen sker rätlinigt. Se fig.
5/2 a. I en överlappsfog kröker kraftlinje
flödet i svetsen, vilket medför extra böj
påkänningar. Se fig. 5/2 b. Särskilt i kon
struktioner, som äro utsatta för utmätt
ningspåkänningar, är det krökta kraftlin
jeflödet ogynnsamt i hållfasthetshänse
ende.
T»fogar böra väljas endast i de fall, att
arbetsstyckets formgivning fordrar det. I
många fall torde det vara möjligt att utföra
detaljkonstruktionen så, att svetsningen
kommer att utföras i en stumfog i stället
för i T»fog.
En kälsvets utföres som regel liksidig.
Härvid bör det s.k. a»måttet ( = höjden på
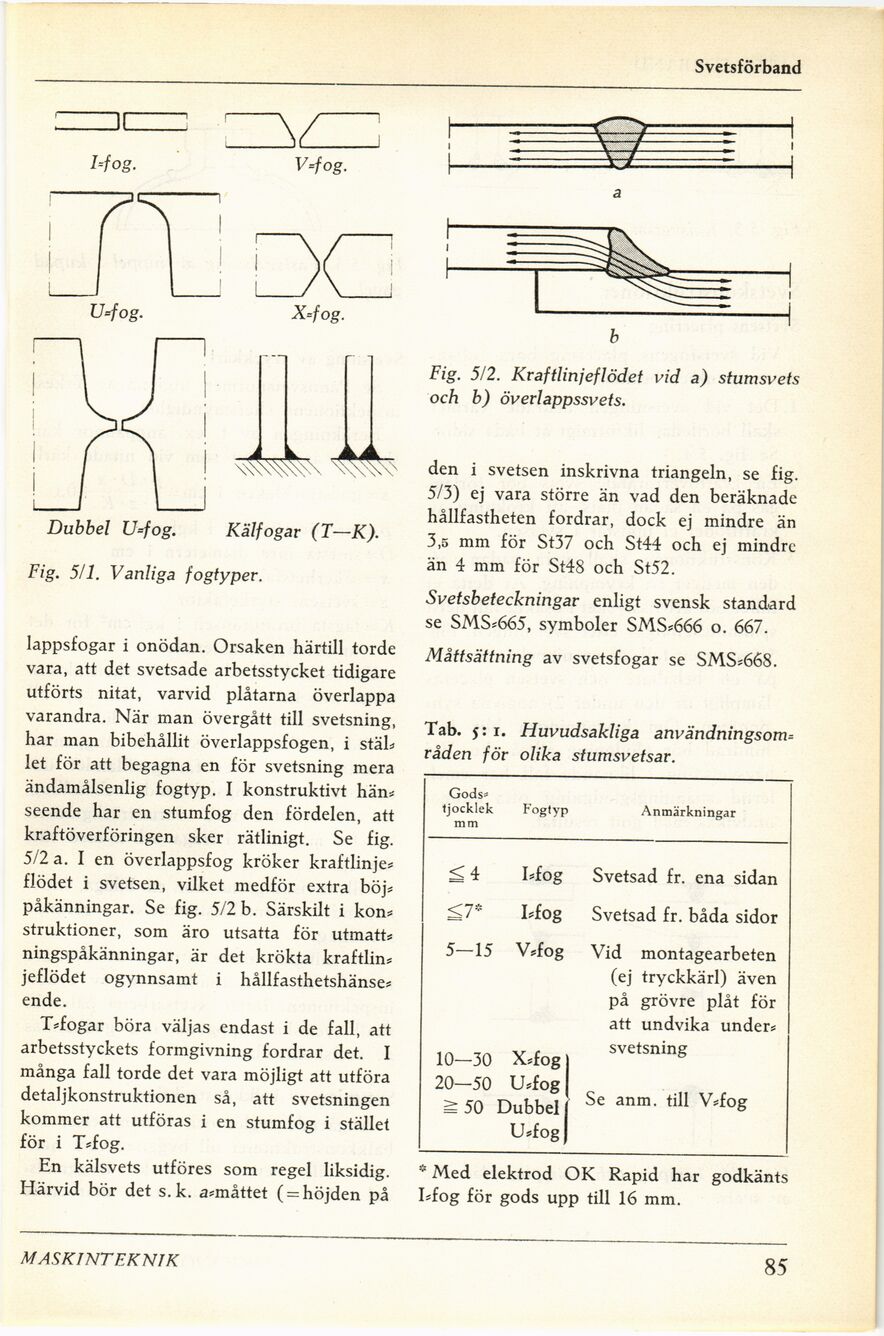
Fig. 5/2. Kraftlinjeflödet vid a) stumsvets
och b) överlappssvets.
den i svetsen inskrivna triangeln, se fig.
5/3) ej vara större än vad den beräknade
hållfastheten fordrar, dock ej mindre än
3,5 mm för St37 och St44 och ej mindre
än 4 mm för St48 och St52.
Svetsbeteckningar enligt svensk standard
se SMS»665, symboler SMS»666 o. 667.
Måttsättning av svetsfogar se SMS»668.
Tab. $: i. Huvudsakliga användningsom=
råden för olika stumsvetsar.
Gods* tjocklek mm Fogtyp Anmärkningar
<[ 4 Mog Svetsad fr. ena sidan
VII I*fog Svetsad fr. båda sidor
5—15 V»fog Vid montagearbeten
(ej tryckkärl) även
på grövre plåt för
att undvika under»
10—30 X»fog svetsning
20—50 U»fog Se anm. till V»fog
= 50 Dubbel
U»fog
* Med elektrod OK Rapid har godkänts
I»fog för gods upp till 16 mm.
MASKINTEKNIK
85
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}