
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Ångpannor
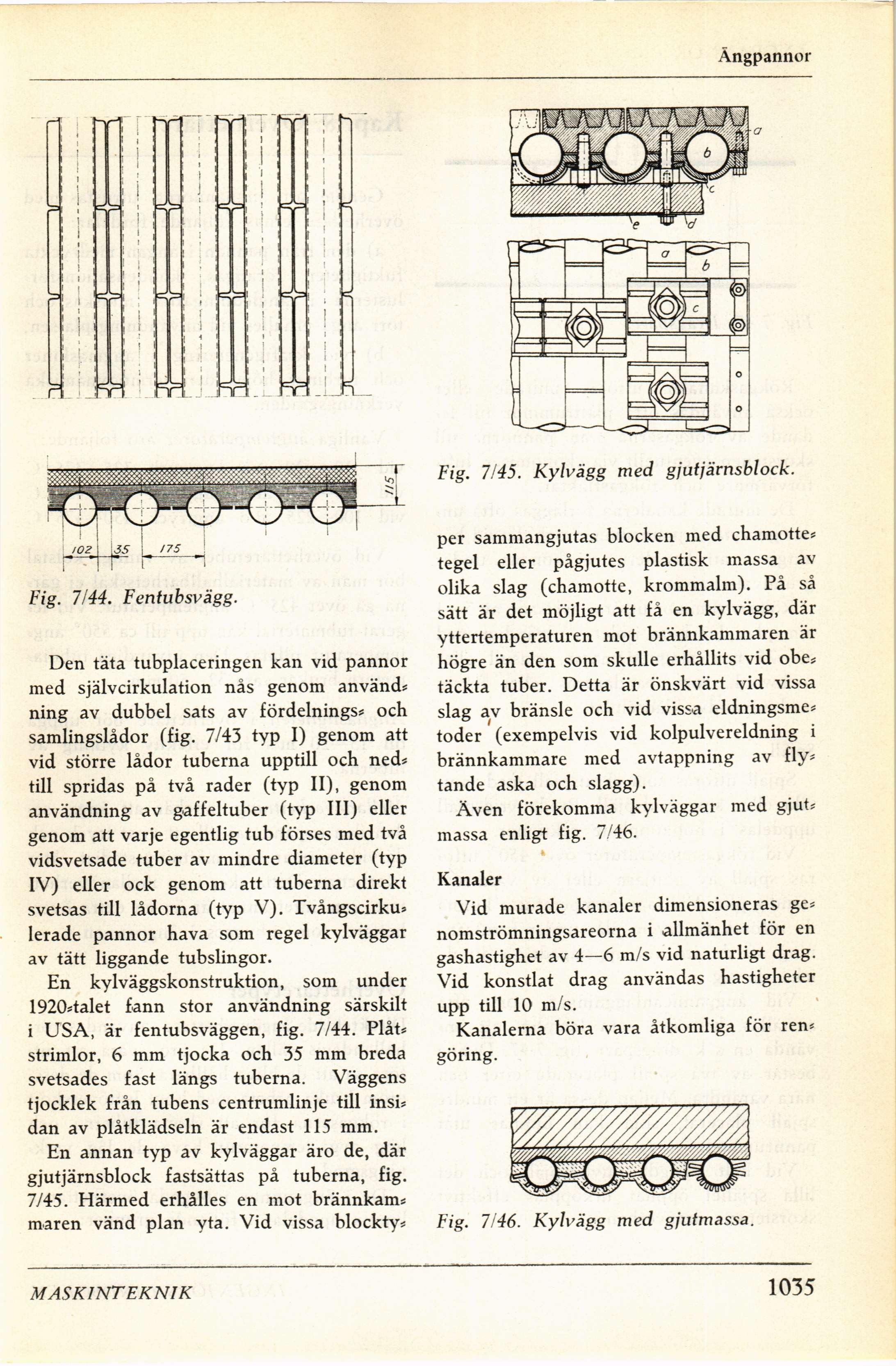
Fig. 7/44. Fentubsvägg.
Den täta tubplaceringen kan vid pannor
med självcirkulation nås genom använd?
ning av dubbel sats av fördelnings* och
samlingslådor (fig. 7/43 typ I) genom att
vid större lådor tuberna upptill och ned*
till spridas på två rader (typ II), genom
användning av gaffeltuber (typ III) eller
genom att varje egentlig tub förses med två
vidsvetsade tuber av mindre diameter (typ
IV) eller ock genom att tuberna direkt
svetsas till lådorna (typ V). Tvångscirku*
lerade pannor hava som regel kylväggar
av tätt liggande tubslingor.
En kylväggskonstruktion, som under
1920*talet fann stor användning särskilt
i USA, är fentubsväggen, fig. 7/44. Plåt*
strimlor, 6 mm tjocka och 35 mm breda
svetsades fast längs tuberna. Väggens
tjocklek från tubens centrumlinje till insi*
dan av plåtklädseln är endast 115 mm.
En annan typ av kylväggar äro de, där
gjutjärnsblock fastsättas på tuberna, fig.
7/45. Härmed erhålles en mot brännkam*
maren vänd plan yta. Vid vissa blockty*
Fig. 7/45. Kylvägg med gjutjärnsblock.
per sammangjutas blocken med chamotte*
tegel eller pågjutes plastisk massa av
olika slag (chamotte, krommalm). På så
sätt är det möjligt att få en kylvägg, där
yttertemperaturen mot brännkammaren är
högre än den som skulle erhållits vid obe*
täckta tuber. Detta är önskvärt vid vissa
slag av bränsle och vid vissa eldningsme*
toder (exempelvis vid kolpulvereldning i
brännkammare med avtappning av fly*
tände aska och slagg).
Även förekomma kylväggar med gjut*
massa enligt fig. 7/46.
Kanaler
Vid murade kanaler dimensioneras ge*
nomströmningsareorna i allmänhet för en
gashastighet av 4—6 m/s vid naturligt drag.
Vid konstlat drag användas hastigheter
upp till 10 m/s.
Kanalerna böra vara åtkomliga för ren*
göring.
Fig. 7/46. Kylvägg med gjutmassa.
MASKINTEKNIK
1035
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}