
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
ÅNGPANNOR
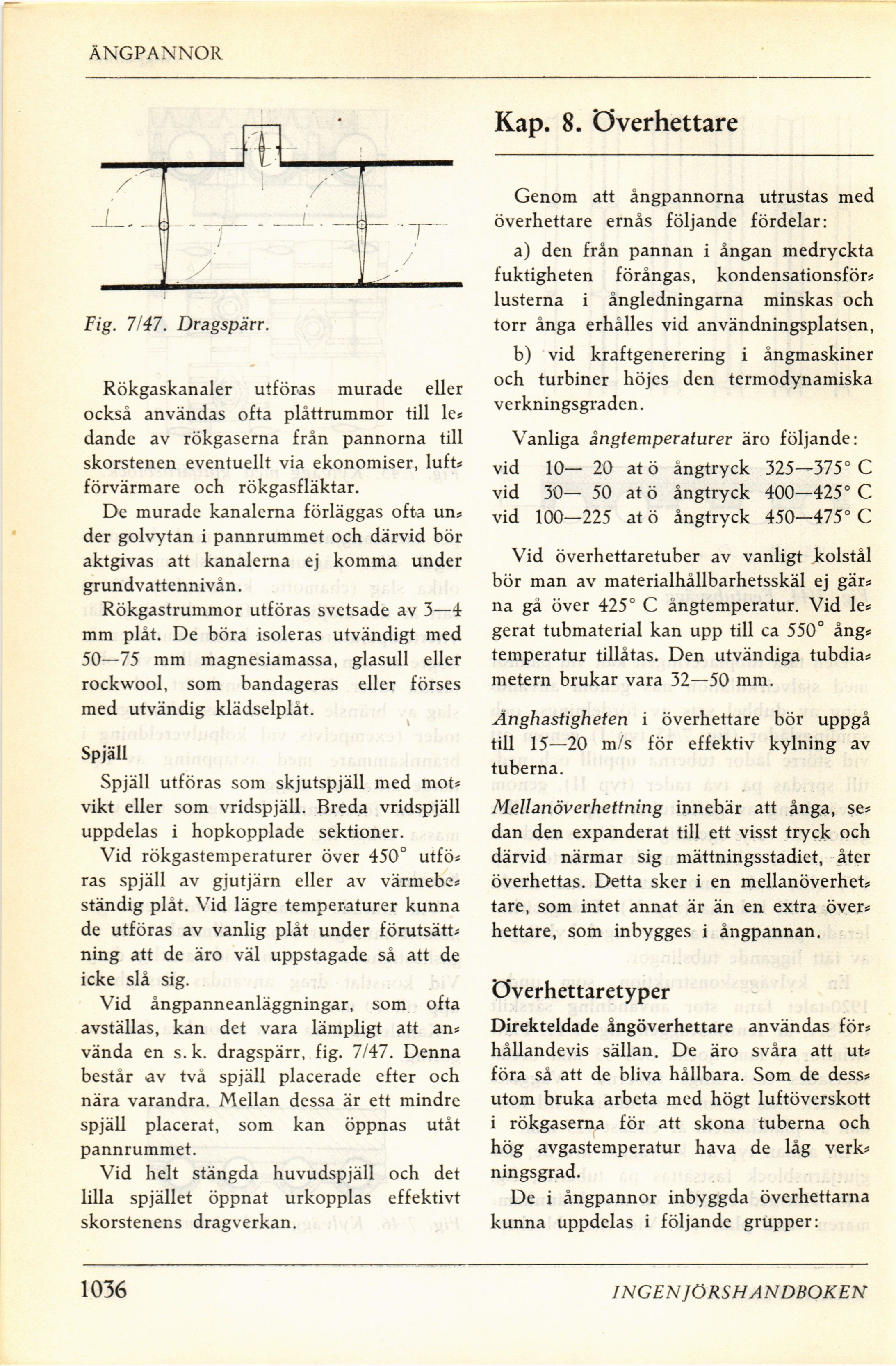
Fig. 7/47. Dragspärr.
Rökgaskanaler utföras murade eller
också användas ofta plåttrummor till le*
dande av rökgaserna från pannorna till
skorstenen eventuellt via ekonomiser, lufts
förvärmare och rökgasfläktar.
De murade kanalerna förläggas ofta uns
der golvytan i pannrummet och därvid bör
aktgivas att kanalerna ej komma under
grundvattennivån.
Rökgastrummor utföras svetsade av 3—4
mm plåt. De böra isoleras utvändigt med
50—75 mm magnesiamassa, glasull eller
rockwool, som bandageras eller förses
med utvändig klädselplåt.
Spjäll
Spjäll utföras som skjutspjäll med mot*
vikt eller som vridspjäll. Breda vridspiäll
uppdelas i hopkopplade sektioner.
Vid rökgastemperaturer över 450° utfö*
ras spjäll av gjutjärn eller av värmebs*
ständig plåt. Vid lägre temperaturer kunna
de utföras av vanlig plåt under förutsätt*
ning att de äro väl uppstagade så att de
icke slå sig.
Vid ångpanneanläggningar, som ofta
avställas, kan det vara lämpligt att an*
vända en s. k. dragspärr, fig. 7/47. Denna
består av två spjäll placerade efter och
nära varandra. Mellan dessa är ett mindre
spjäll placerat, som kan öppnas utåt
pannrummet.
Vid helt stängda huvudspjäll och det
lilla spjället öppnat urkopplas effektivt
skorstenens dragverkan.
Kap. 8. överhettare
Genom att ångpannorna utrustas med
överhettare ernås följande fördelar:
a) den från pannan i ångan medryckta
fuktigheten förångas, kondensationsför*
lusterna i ångledningarna minskas och
torr ånga erhålles vid användningsplatsen,
b) vid kraftgenerering i ångmaskiner
och turbiner höjes den termodynamiska
verkningsgraden.
Vanliga ångtemperaturer äro följande:
vid 10— 20 at ö ångtryck 325—375° C
vid 30— 50 at ö ångtryck 400—425° C
vid 100—225 at ö ångtryck 450—475° C
Vid överhettaretuber av vanligt kolstål
bör man av materialhållbarhetsskäl ej gär*
na gå över 425° C ångtemperatur. Vid le*
gerat tubmaterial kan upp till ca 550° ång*
temperatur tillåtas. Den utvändiga tubdia*
metern brukar vara 32—50 mm.
Ånghastigheten i överhettare bör uppgå
till 15—20 m/s för effektiv kylning av
tuberna.
Mellanöverhettning innebär att ånga, se*
dan den expanderat till ett visst tryck och
därvid närmar sig mättningsstadiet, åter
överhettas. Detta sker i en mellanöverhet*
tare, som intet annat är än en extra över*
hettare, som inbygges i ångpannan.
överhettaretyper
Direkteldade ångöverhettare användas för*
hållandevis sällan. De äro svåra att ut*
föra så att de bliva hållbara. Som de dess*
utom bruka arbeta med högt luftöverskott
i rökgaserna för att skona tuberna och
hög avgastemperatur hava de låg verk*
ningsgrad.
De i ångpannor inbyggda överhettarna
kunna uppdelas i följande grupper:
1036
INGEN JÖRSHA NDBOKEN
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}