539
Elektrisk strålkastare-Elektrisk svetsning
540
är London och i hvilken ett stort antal länder,
bl. a. Sverige, är representeradt. Kommissionen
har upptagit äfven andra standardise-ringsfrågor
på sitt program. Om standardisering af mera
grundläggande natur, afseende spänningar, periodtal,
profningsnormer o. s. v., endast långsamt och under
stora vanskligheter kan genomföras internationellt, är
detta i ännu högre grad fallet med standardisering af
konstruktionsdelar eller typer. Dylik standardisering
är därför än så länge till större delen nationell. I
Sverige har sålunda genom den s. k. Elektriska
standardiseringskommittén (konstituerad 1919 under
samverkan mellan Svenska teknologföreningen och
Sveriges elektroindustriförening) fastlagts
svensk standard för isolerade ledningar,
glödlampsfatt-ningar och pådrag för elektriska
motorer, medan standardiseringsarbeten pågå (1923) å
en hel del andra områden, såsom elektrisk banmateriel,
trösk-vagnar, kokapparater m. m.
I Tyskland har under de senaste åren standardiseringen
af elektriska maskiner drifvits synnerligen
långt, i det att bestämmelser fixerats rörande
standardverkningsgrader m. m. Huruvida en så
vidt-gående standardisering kan anses ur alla
synpunkter lämplig, är ännu för tidigt att
bedöma. J.K-r.
'Elektrisk strålkastare. Maugins strålkastare,
med ljusbåge, är utmärkt af en egendomlig
spegelkonstruktion för ljusknippets samlande. Spegeln
består af en konvex-konkav glaslins, hvars konvexa
yta är gjord speglande. Genom brytningen i linsen få
de utgående reflekterade ljusstrålarna en med axeln
parallell riktning. A. E-m.
*Elektrisk svetsning (sp. 344). Man skiljer mellan
bågsvetsning och motståndssvetsning.
Bågsvetsning
sker med hjälp af en mellan elektroder
frambragt ljusbåge, som appliceras å
svetsningsstället. Bågsvetsningen ställer
jämförelsevis stora kraf på svetsarens skicklighet,
emedan svetsningens jämnhet blir beroende af dennes
förmåga att manövrera elektroderna. Den är att
betrakta som en stålgjutningsmetod, kännetecknad
af kontinuerlig smältning och gjutning, och på
densamma ställas därför motsvarande fordringar:
homogen finkornig produkt, fri från gasblåsor och
insmält slagg samt
 Fig. 1. Schema för ändsvetsning.
Fig. 1. Schema för ändsvetsning.
så obetydliga föroreningar som möjligt. För att
ernå nödig stabilitet hos ljusbågen använder
man vid likström på speciellt sätt lindade
svetsningsgeneratorer, karakteriserade däraf,
att deras spänning automatiskt inställer sig efter
motståndet i
yttre strömkretsen, samtidigt som de medge valfri
inställning af magnetiseringen efter förefallande
behof. Vid växelström användas likaledes speciellt
konstruerade transformatorer med reglerbar
spänning. --
Motståndssvetsningen kännetecknas
däraf, att det för svetsningen nödvändiga värmet
bildas genom strömöfvergång i beröringsytan mellan
de föremål, som skola sammansvetsas. I princip
skiljer man på elektrisk motståndssvetsning af tre
slag:
ändsvetsning, där de för svetsning afsedda
arbetsstyckena fastsättas i två klämbackar och pressas
mot hvarandra (fig. 1);
punktsvetsning, som används i
st. f. nitning af plåt och hvarvid kopparbultar leda
strömmen till och från svetsningsstället, samtidigt
som de trycka svetsningsstyckena mot hvarandra
(fig. 2), samt
sömsvetsning,
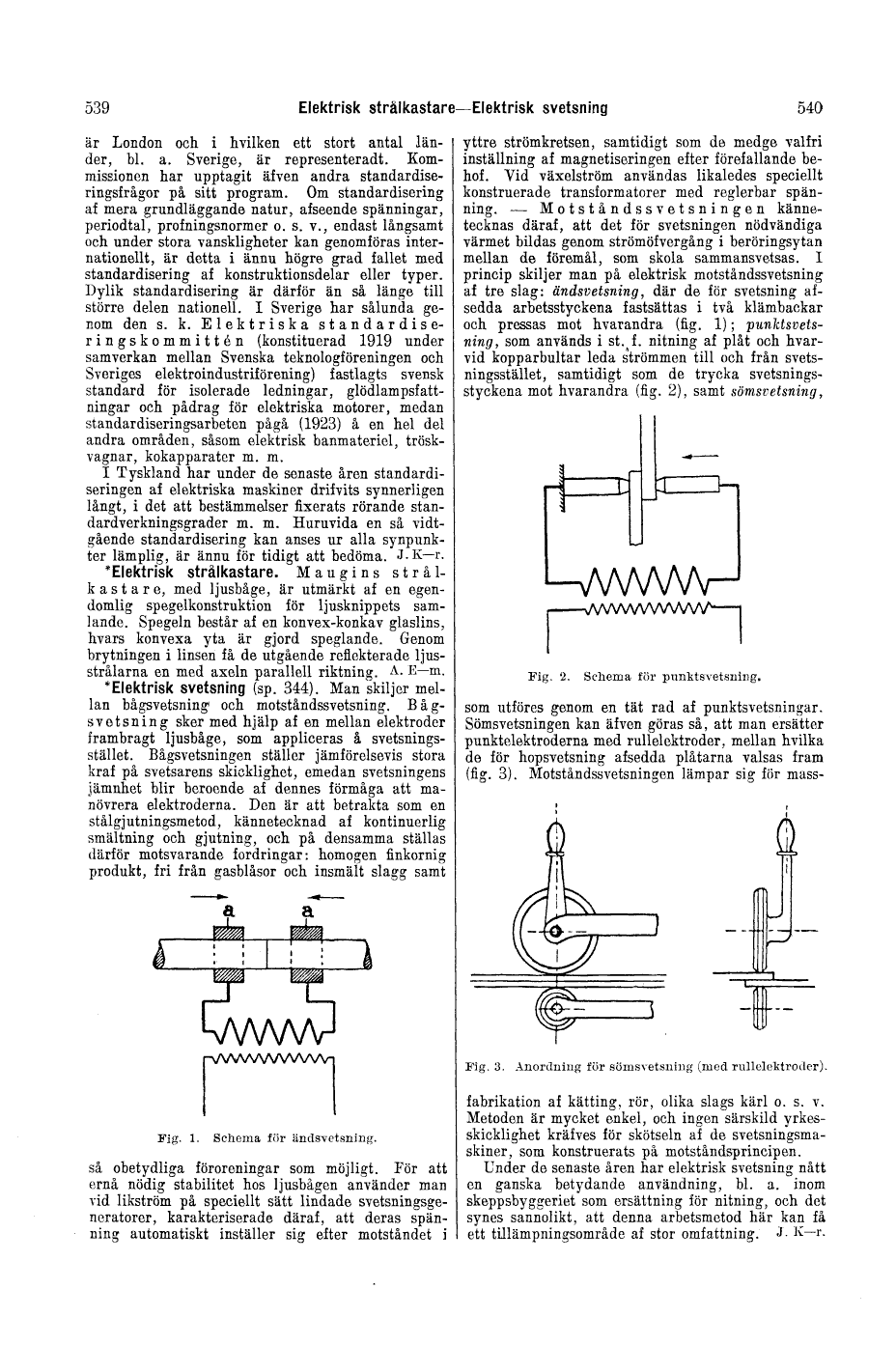
Fig. 2. Schema för punktsvetsning.
som utföres genom en tät rad af
punktsvetsningar. Sömsvetsningen kan äfven göras så,
att man ersätter punktelektroderna med rullelektroder,
mellan hvilka de för hopsvetsning afsedda plåtarna
valsas fram (fig. 3). Motståndssvetsningen lämpar
sig för
Fig. 3. Anordning för sömsvetsning (med
rullelektroder).
massfabrikation af kätting, rör, olika slags kärl
o. s. v. Metoden är mycket enkel, och ingen
särskild yrkesskicklighet kräfves för skötseln
af de svetsningsmaskiner, som konstruerats på
motståndsprincipen.
Under de senaste åren har elektrisk svetsning
nått en ganska betydande användning, bl. a. inom
skeppsbyggeriet som ersättning för nitning, och det
synes sannolikt, att denna arbetsmetod här kan få
ett tillämpningsområde af stor omfattning.
J. K-r.