
Full resolution (JPEG) - On this page / på denna sida - Gjutning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GJUTNING
sättning, samt koks ss. bränsle. Därjämte
till-sättes en lämplig mängd kalk för att få en
lättsmält slagg och i någon mån motverka
upptagningen av svavel från koksen till
järnet. För kupolugnar avsedd s.k. g j u t e r
i-k o k s bör vara förkoksad vid hög temp,
så att den innehåller möjligast små mängder
flyktiga beståndsdelar (se Koks). Ugnen
beskickas lagervis med omväxlande skikt av
järnblandning och koks. Koksförbrukningen
brukar normalt vara 7—12 % av järnets vikt,
kalktillsatsen 15—30 % av koksvikten,
avbränningen på järnet, d.v.s. den del av detta, som
genom oxidation går förlorad under
smältningen, 3—8 %. Det smälta järnet tappas
från ugnen i en behållare av plåt med eldfast
infodring, en s.k. gjutskänk, i vilken det
förflyttas till gjutformarna. För smärre
behov användas små handskänkar, för större
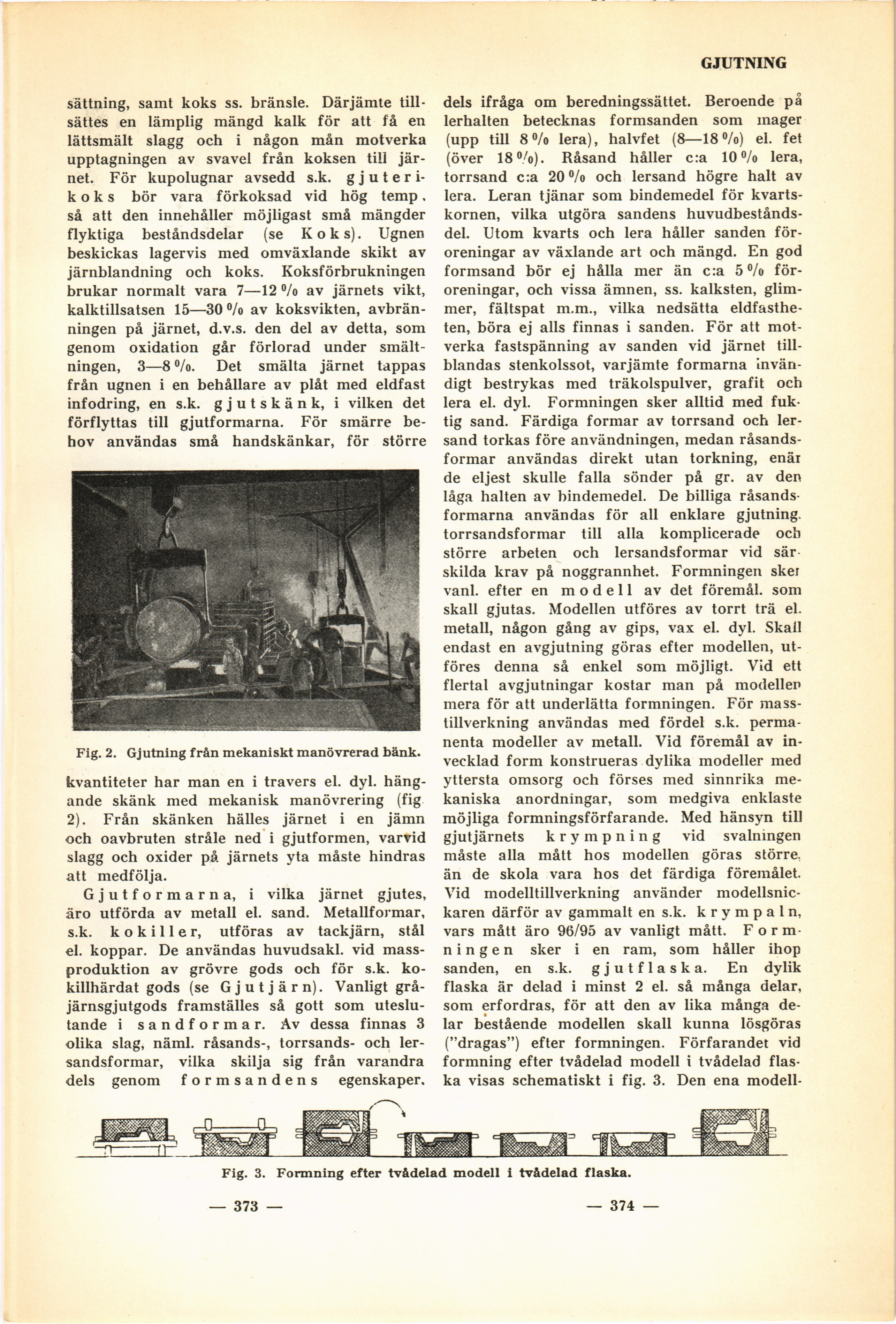
Fig. 2. Gjutning från mekaniskt manövrerad bänk,
kvantiteter har man en i travers el. dyl.
hängande skänk med mekanisk manövrering (fig
2). Från skänken hälles järnet i en jämn
och oavbruten stråle ned i gjutformen, varvid
slagg och oxider på järnets yta måste hindras
att medfölja.
Gjutformarna, i vilka järnet gjutes,
äro utförda av metall el. sand. Metallformar,
s.k. k o k i 11 e r, utföras av tackjärn, stål
el. koppar. De användas huvudsaki. vid
massproduktion av grövre gods och för s.k.
ko-killhärdat gods (se Gjutjärn). Vanligt
grå-järnsgjutgods framställes så gott som
uteslutande i sandformar. Av dessa finnas 3
olika slag, näml, råsands-, torrsands- och
ler-sandsformar, vilka skilja sig från varandra
dels genom formsandens egenskaper.
dels ifråga om beredningssättet. Beroende på
lerhalten betecknas formsanden som mager
(upp till 8% lera), halvfet (8—18%) el. fet
(över 18%). Råsand håller c:a 10% lera,
torrsand c:a 20 % och lersand högre halt av
lera. Leran tjänar som bindemedel för
kvartskornen, vilka utgöra sandens
huvudbeståndsdel. Utom kvarts och lera håller sanden
föroreningar av växlande art och mängd. En god
formsand bör ej hålla mer än c:a 5%
föroreningar, och vissa ämnen, ss. kalksten,
glim-mer, fältspat m.m., vilka nedsätta
eldfastheten, böra ej alls finnas i sanden. För att
motverka fastspänning av sanden vid järnet
tillblandas stenkolssot, varjämte formarna
invändigt bestrykas med träkolspulver, grafit och
lera el. dyl. Formningen sker alltid med
fuktig sand. Färdiga formar av torrsand och
lersand torkas före användningen, medan
råsands-formar användas direkt utan torkning, enär
de eljest skulle falla sönder på gr. av den
låga halten av bindemedel. De billiga
råsands-formarna användas för all enklare gjutning.
torrsandsformar till alla komplicerade ocb
större arbeten och lersandsformar vid sär
skilda krav på noggrannhet. Formningen sker
vanl. efter en modell av det föremål, som
skall gjutas. Modellen utföres av torrt trä el.
metall, någon gång av gips, vax el. dyl. Skall
endast en avgjutning göras efter modellen,
utföres denna så enkel som möjligt. Vid ett
flertal avgjutningar kostar man på modellen
mera för att underlätta formningen. För
masstillverkning användas med fördel s.k.
permanenta modeller av metall. Vid föremål av
invecklad form konstrueras dylika modeller med
yttersta omsorg och förses med sinnrika
mekaniska anordningar, som medgiva enklaste
möjliga formningsförfarande. Med hänsyn till
gjutjärnets krympning vid svalnmgen
måste alla mått hos modellen göras större,
än de skola vara hos det färdiga föremålet.
Vid modelltillverkning använder
modellsnickaren därför av gammalt en s.k. k r y m p a 1 n,
vars mått äro 96/95 av vanligt mått.
Formningen sker i en ram, som håller ihop
sanden, en s.k. gjutflaska. En dylik
flaska är delad i minst 2 el. så många delar,
som erfordras, för att den av lika många
delar bestående modellen skall kunna lösgöras
(”dragas”) efter formningen. Förfarandet vid
formning efter tvådelad modell i tvådelad
flaska visas schematiskt i fig. 3. Den ena modell-
Fig. 3. Formning efter tv&delad modell i tvådelad flaska.
— 373 —
— 374 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}