
Full resolution (JPEG) - On this page / på denna sida - Gjutning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GJUTNING
halvan lägges i ena delen av flaskan på ett
plant bord och sanden instampas el.
rammas omkr. modellen. Därefter vändes det
hela om, den andra modellhalvan och den
andra delen av flaskan påsättas, och sand in
rammas även i denna del. En öppning
iord-ningställes för järnets tappning i formen (i
n-g ö t) samt ev. ytterligare öppningar, i vilka
järnet får stiga upp vid g. (s t i g g ö t) för
att där hålla sig flytande så länge som möj
ligt över sådana delar av föremålet, där man
eljest kan befara håligheter vid stelningen.
Därefter isärtages flaskan, och modelldelarna
dragas ur, varpå flaskan ånyo hopsättes och
bildar den färdiga gjutformen. Vid
torrsands-och lersandsformar torkas formflaskorna före
g. i torkugn el. med en flyttbar torkanordning.
För att underlätta arbetet placeras formarna
vid g. i fördjupningar, gjutgropar, i
gjuterigolvet. Stora pjäser formas direkt i
gjutgropen (fig. 4). Vid g. av ihåliga föremål
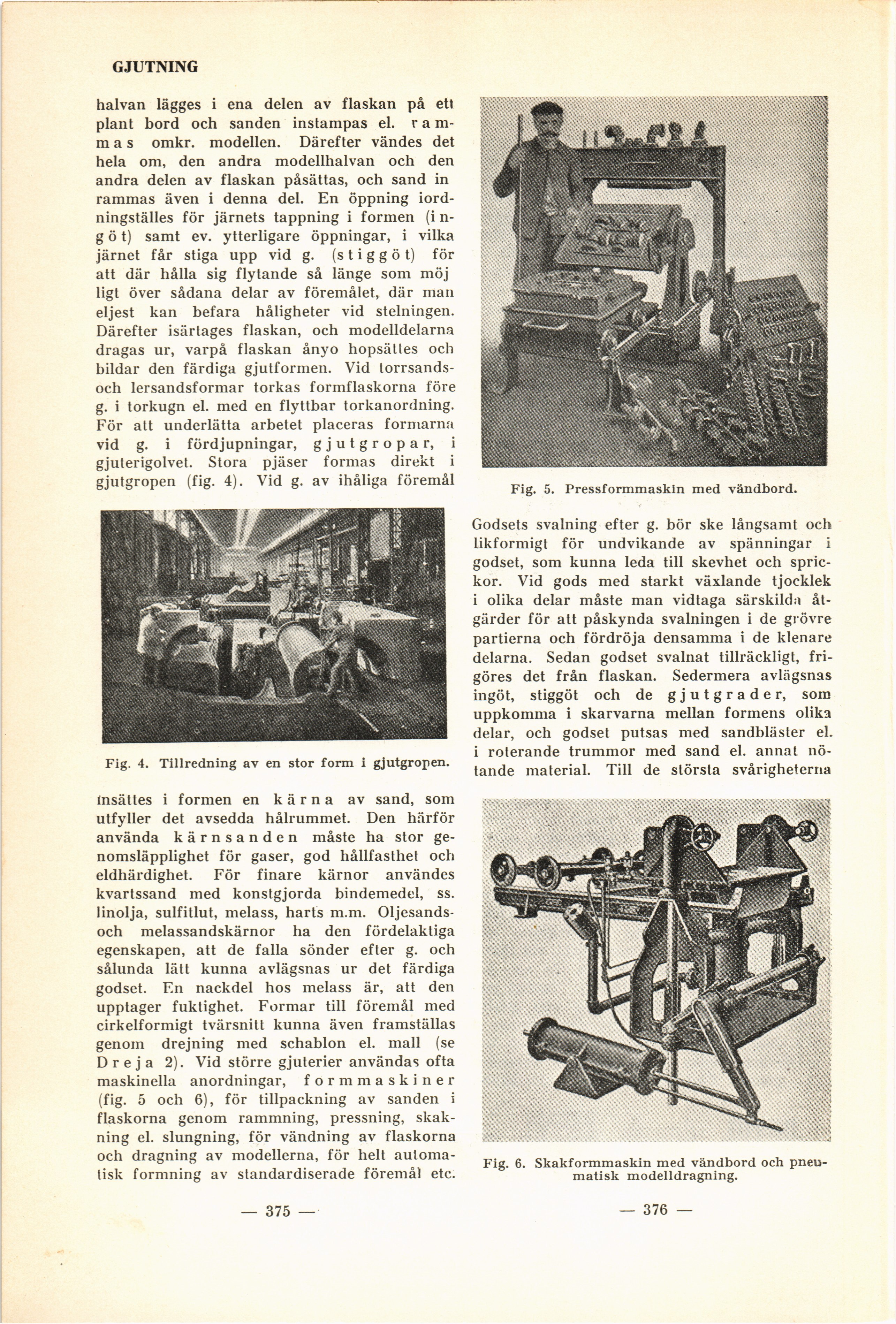
Fig. 5. Pressformmaskin med vändbord.
Fig. 4. Tillredning av en stor form i gjutgropen.
Godsets svalning efter g. bör ske långsamt och
likformigt för undvikande av spänningar i
godset, som kunna leda till skevhet och
sprickor. Vid gods med starkt växlande tjocklek
i olika delar måste man vidtaga särskilda
åtgärder för att påskynda svalningen i de grövre
partierna och fördröja densamma i de klenare
delarna. Sedan godset svalnat tillräckligt,
fri-göres det från flaskan. Sedermera avlägsnas
ingöt, stiggöt och de gjutgrader, som
uppkomma i skarvarna mellan formens olika
delar, och godset putsas med sandbläster el.
i roterande trummor med sand el. annat
nötande material. Till de största svårigheterna
insättes i formen en kärna av sand, som
utfyller det avsedda hålrummet. Den härför
använda kärnsanden måste ha stor
ge-nomsläpplighet för gaser, god hållfasthet och
eldhärdighet. För finare kärnor användes
kvartssand med konstgjorda bindemedel, ss.
linolja, sulfitlut, melass, harts m.m.
Oljesands-och melassandskärnor ha den fördelaktiga
egenskapen, att de falla sönder efter g. och
sålunda lätt kunna avlägsnas ur det färdiga
godset. En nackdel hos melass är, att den
upptager fuktighet. Formar till föremål med
cirkelformigt tvärsnitt kunna även framställas
genom drejning med schablon el. mall (se
Dre ja 2). Vid större gjuterier användas ofta
maskinella anordningar, formmaskiner
(fig. 5 och 6), för tillpackning av sanden i
flaskorna genom rammning, pressning,
skak-ning el. slungning, för vändning av flaskorna
och dragning av modellerna, för helt
automatisk formning av standardiserade föremål etc.
Fig. 6. Skakformmaskin med vändbord och
pneu-matisk modelldragning.
— 375 —
— 376 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}