
Full resolution (JPEG) - On this page / på denna sida - Glastillverkning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GLASTILLVERKNING
nens tre arbetsperioder har man alltså här tre
zoner, en nedsmältnings-, en luttrings- och en
svalningszon, och ugnen arbetar kontinuerligt
utan periodiska temp.-ändringar. För att
undvika att på ytan kringflytande föroreningar
medfölja, uttages glaset genom små ”skepp” (s), i
vilka glaset inkommer underifrån. Man kan i
vannugnen icke övervaka och reglera processen
så noggrant som i degelugnen, och vannugnen
användes därför endast vid massfabrikation av
ensartat glas, på vilket icke ställes större
fordringar.
Glasets formning till olika föremål sker
genom blåsning, gjutning, pressning, valsning
el. dragning samt kombinationer av dessa
förfaranden. Glasblåsning grundar sig på
glasets egenskap att inom ett rätt vidsträckt
temp.-område vara så segt och plastiskt, att det
genom inblåsning av luft kan bringas att bilda
en tunnväggig och lätt formbar hålkropp. En i
detta sammanhang betydelsefull egenskap hos
glaset är också dess förmåga att i glödande
tillstånd utan svårighet kunna hopfogas genom
enbart beröring mellan tvenne glasstycken. För
blåsningen användes en s.k.
glasblåsar-p i p a, ett c:a 3 cm. tjockt järnrör av 1—1,5 m.
längd, som i ena ändan är försett med en
utvidgning, knappen, för glasets upptagande, i
den andra med ett munstycke av trä och för
lättare hantering delvis omsluten av trähylsa.
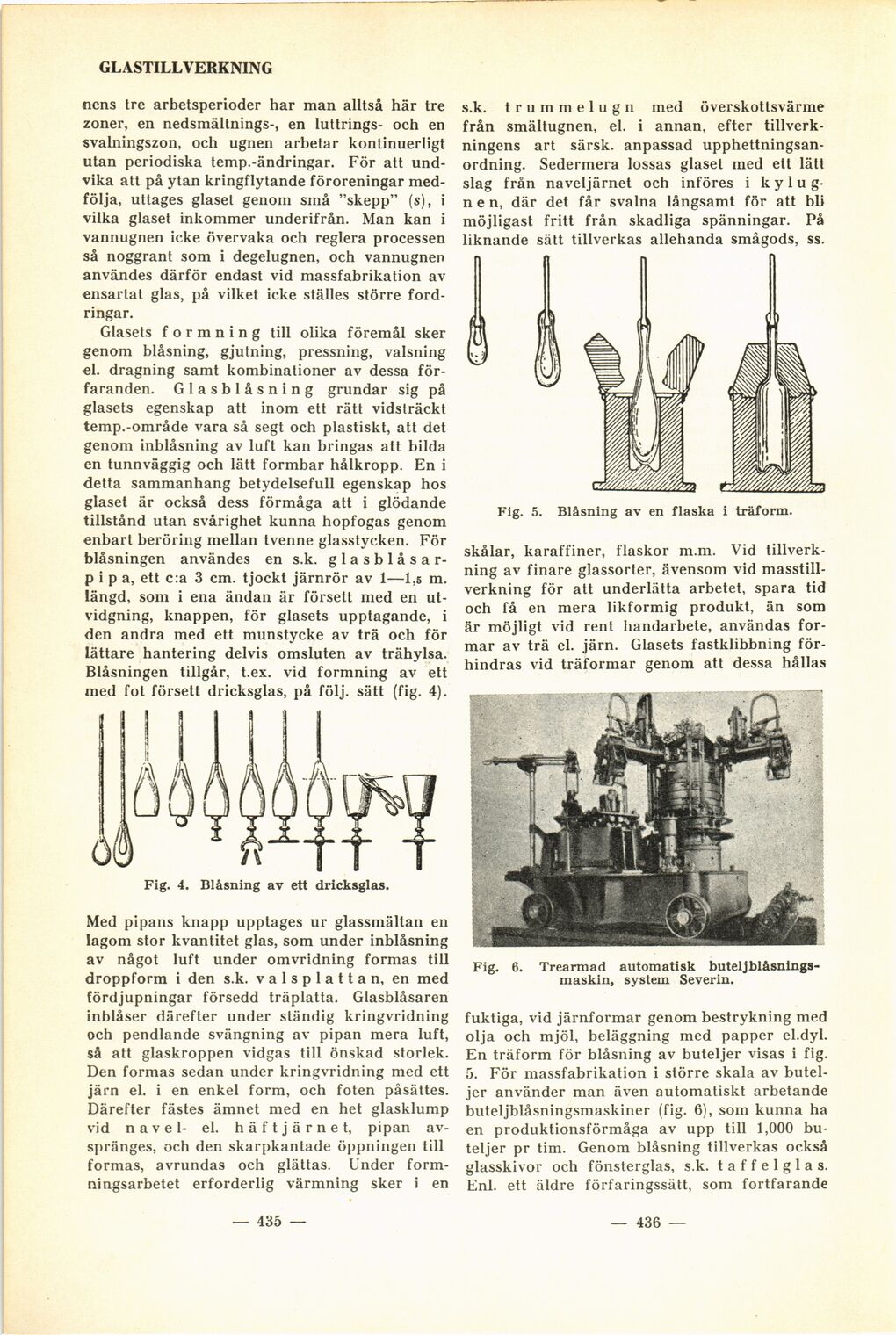
Blåsningen tillgår, t.ex. vid formning av ett
med fot försett dricksglas, på följ, sätt (fig. 4).
Fig. 4. Blåsning av ett dricksglas.
Med pipans knapp upptages ur glassmältan en
lagom stor kvantitet glas, som under inblåsning
av något luft under omvridning formas till
droppform i den s.k. valsplattan, en med
fördjupningar försedd träplatta. Glasblåsaren
inblåser därefter under ständig kringvridning
och pendlande svängning av pipan mera luft,
så att glaskroppen vidgas till önskad storlek.
Den formas sedan under kringvridning med ett
järn el. i en enkel form, och foten påsättes.
Därefter fästes ämnet med en het glasklump
vid navel- el. h ä f t j ä r n e t, pipan
av-spränges, och den skarpkantade öppningen till
formas, avrundas och glättas. Under
form-ningsarbetet erforderlig värmning sker i en
s.k. trummelugn med överskottsvärme
från smältugnen, el. i annan, efter
tillverkningens art särsk. anpassad
upphettningsan-ordning. Sedermera lossas glaset med ett lätt
slag från naveljärnet och införes i k y 1 u
g-n e n, där det får svalna långsamt för att bli
möjligast fritt från skadliga spänningar. På
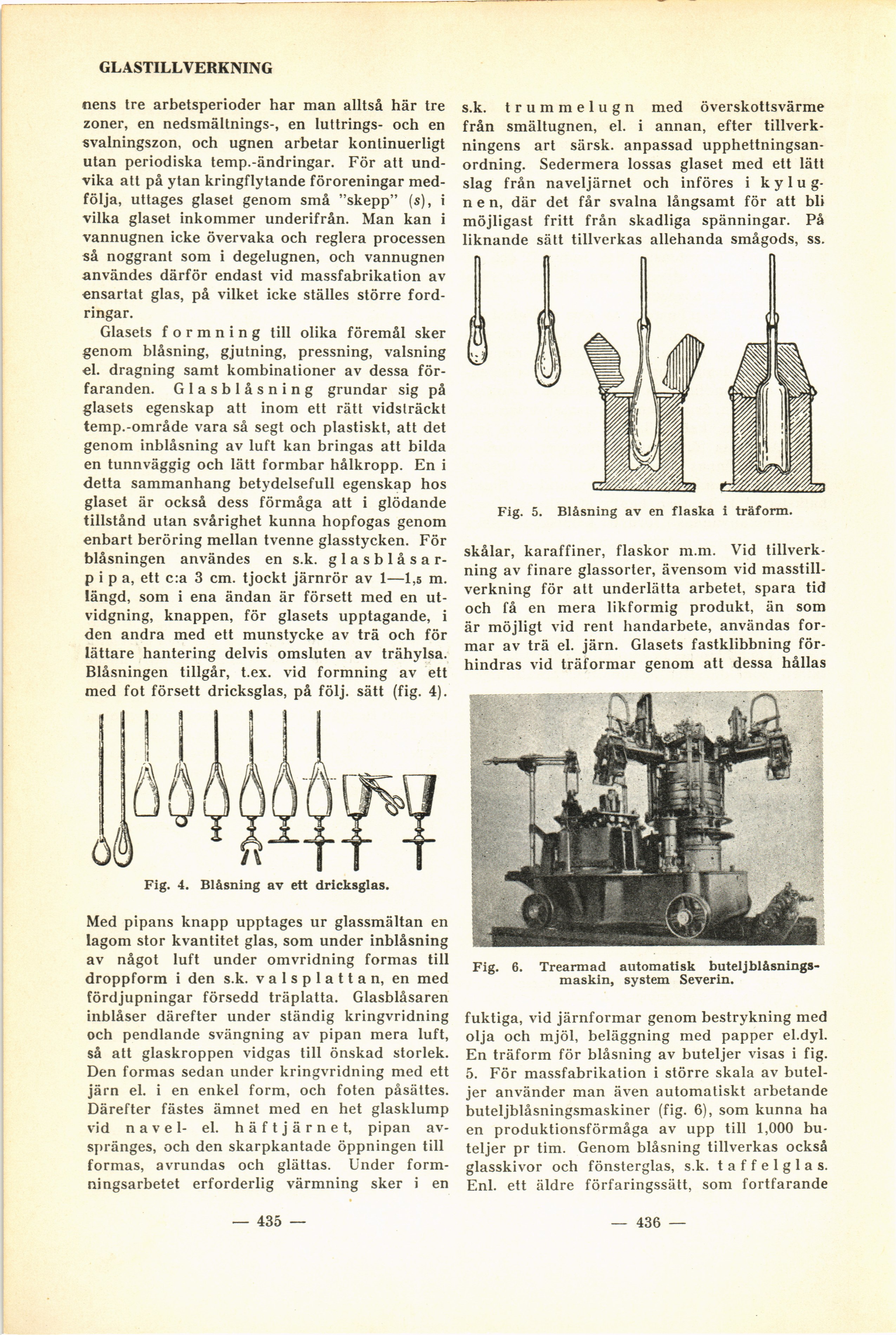
liknande sätt tillverkas allehanda smågods, ss.
Fig. 5. Blåsning av en flaska i träform.
skålar, karaffiner, flaskor m.m. Vid
tillverkning av finare glassorter, ävensom vid
masstillverkning för att underlätta arbetet, spara tid
och få en mera likformig produkt, än som
är möjligt vid rent handarbete, användas
formar av trä el. järn. Glasets fastklibbning
förhindras vid träformar genom att dessa hållas
Fig. 6. Trearmad automatisk butelj
blåsnings-maskin, system Severin.
fuktiga, vid järnformar genom bestrykning med
olja och mjöl, beläggning med papper el.dyl.
En träform för blåsning av buteljer visas i fig.
5. För massfabrikation i större skala av
buteljer använder man även automatiskt arbetande
buteljblåsningsmaskiner (fig. 6), som kunna ha
en produktionsförmåga av upp till 1,000
buteljer pr tim. Genom blåsning tillverkas också
glasskivor och fönsterglas, s.k. taffelglas.
Enl. ett äldre förfaringssätt, som fortfarande
— 435 —
— 436 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}