
Full resolution (JPEG) - On this page / på denna sida - Gjutjärn - Gjutning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GJUTNING
ceringsgods är ett gjutgods, som
framstäl-les av järn med låg kol- och kiselhalt och
därefter underkastas en glödgningsbehandling för
omvandling till smidbart järn. Efter gjutningen
skall godset vara vitt, d.v.s. allt kol bör vara
bundet till järnkarbid. Genom glödgning av det
vita g. vid 900—i,ooo°, åtföljt av långsamt
svalnande, åstadkommes dels en utskiljning av det
bundna kolet i fri form som grafit, s.k.
temper-kol, dels en partiell oxidation av kolet,
förlöpande från godsytan och inåt. Vanl. inpackas
godset näml, i järnmalmsslig, hammarslagg e.d.
före glödgningen, vilket resulterar i en avkolande
atmosfär kring godset. Totala aduceringstiden
varierar mellan 15 och 150 tim. Processen kan
drivas ant. så, att kolhalten alltigenom
väsentligt nedsättes, el. också så, att temperkol
kvarstår i de inre delarna av godset, som då i brottet
visar en svart kärna, omgiven av vitt gods.
Behandlingen kan även inriktas enbart på
temper-kolutfällning, då godset blir alltigenom svart.
Aduceringsgods användes i regel endast till
jämförelsevis tunt gods, ss. delar till
åkerbruksredskap, rördelar, nycklar och beslag. — Litt.: E.
Piwowarsky, ”Hochwertiges Gusseisen” (1942);
O. Bergman, ”Gjutning” (4 uppl. 1943); ”Handbok i
verkstadsteknik, 3. Gjuteriteknik” (1944). [I.S.]B.Tg.
Gjutning, ett tekniskt formgivningsförfarande,
som kännetecknas av att formgivningen sker,
under det att materialet befinner sig i flytande
tillstånd. Det flytande materialet införes i en
gjutform och avbildar efter stelnandet mer el.
mindre exakt det utfyllda hålrummets konturer.
För att ett material skall vara i teknisk mening
gjutbart, kräves, att det med relativt enkla
medel kan bringas i tillräckligt tunnflytande form,
att det stelnar med bibehållande av likformig
sammansättning, att stelnandet försiggår på kort
tid och utan större volymförändringar samt att
materialet efter stelnandet bildar en fast kropp
med tillfredsställande täthet och hållfasthet,
överförandet till flytande form kan ske genom
smältning, ss. vid g. av metaller, glas, vax,
stearin m.m., el. genom utrörning med vatten, ss.
vid g. av cement, betong, gips m.m. I förra
fallet inträder stelnandet i och med att temp.
sjunker under materialets smältpunkt, i det senare
beror stelnandet på vissa kemiska reaktioner och
kräver då i regel längre tid. G. av metall till
mellanprodukter (tackor, göt, ämnen) behandlas
i samband med resp, tillverkningsprocesser (se
t.ex. Järn och stål). Betr. g. av icke
metalliska material se resp, uppslagsord, g. av
konstföremål se Bronsgjutning, k 1 o c
k-gjutning, stilgjutning se dessa ord.
Järngjutning, tillverkning av
gjutjärns-gods, uppfanns i Kina för mer än 2,000 år
sedan. Genom kinesiska urkunder vet man näml.,
att gjutjärnsgods, vittnande om en långt
utvecklad konstförfarenhet, använts vid ett brobygge
under kejsar Hao-Ming-Tis regeringstid (58—76
e.Kr.). Från Kina spred sig gjutkonsten
långsamt till Västerlandet, om ock den kinesiska
produkten redan tidigt var känd. Den äldsta
kända europeiska urkund, i vilken framställning
av järngjutgods beskrives, är ”Das
Feuerwerks-buch”, förf. 1400. Gjutkonsten kunde dock icke
vinna någon större spridning, förrän man
allmänt börjat framställa järnet i masugn. Först
under 1800-talet kom g. i och med uppfinningen
av kupolugnen till en sådan utvecklingsgrad, att
den i betydelse kunde mäta sig med andra
form-givningsmetoder för järnprodukter. Det första
järngjuteriet i Sverige anlades trol. i Stockholm
1762. Se vidare Järn och Stål.
Det för g. använda järnet (se Gjutjärn) tages
sällan direkt från masugnen, varigenom man
eljest skulle undvika kostnaderna för järnets
omsmältning. Masugnen är näml, genom sin
storlek och sina driftsegenskaper icke lämpad
för ett gjuteris löpande behov av växlande, ofta
små mängder av smält järn med olika
sammansättning. Det i masugn framställda g j u t e r
i-tackjärnet omsmältes därför nästan alltid i
en mindre ugn. För detta ändamål användas
flamugnar, elektriska ugnar, degelugnar el.
kupolugnar. De 3 förstn. ugnstyperna användas
huvudsaki. för framställning av gjutgods med
speciell sammansättning och hög kvalitet. Den
stora massan av allt gjutjärn smältes i kupolugn.
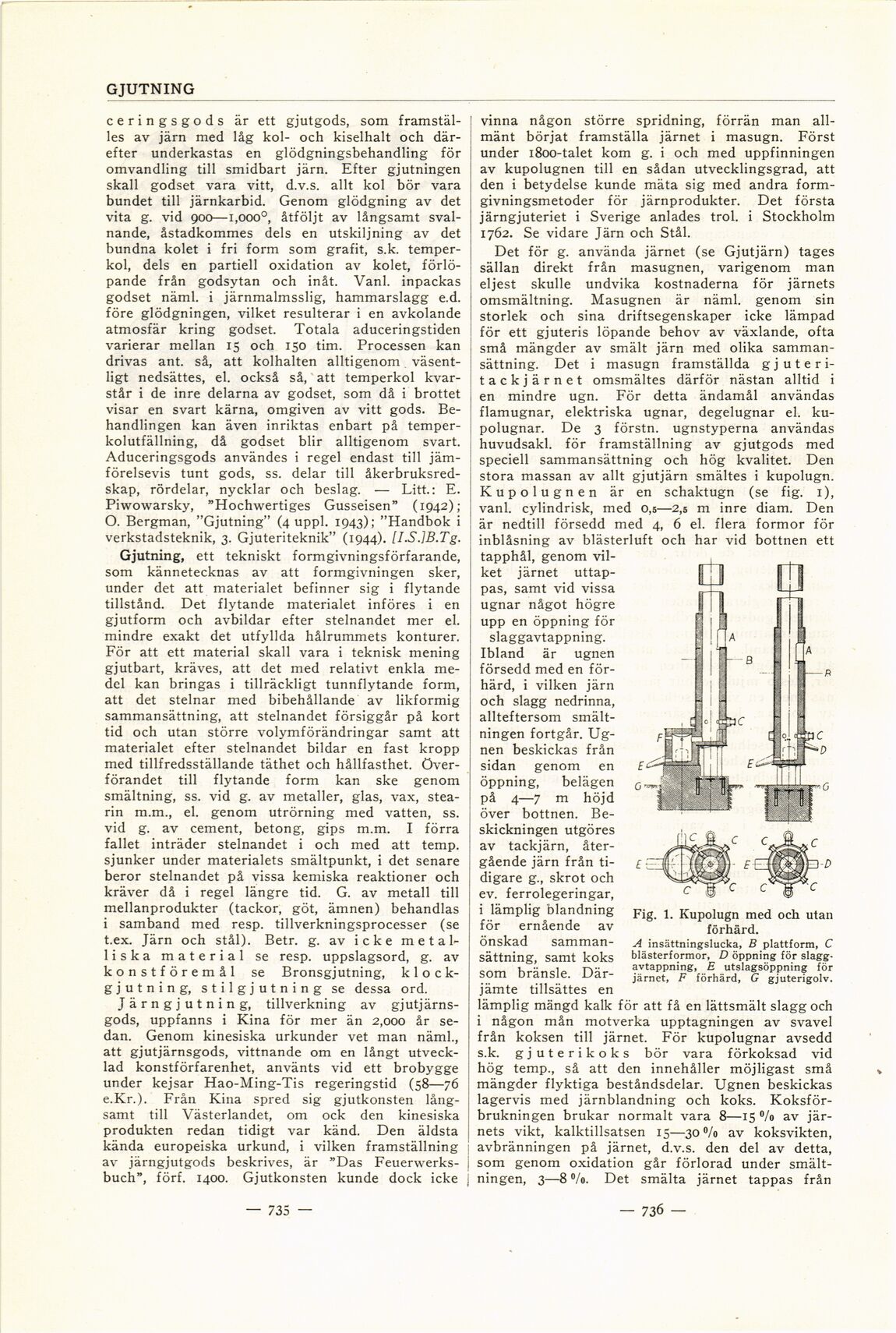
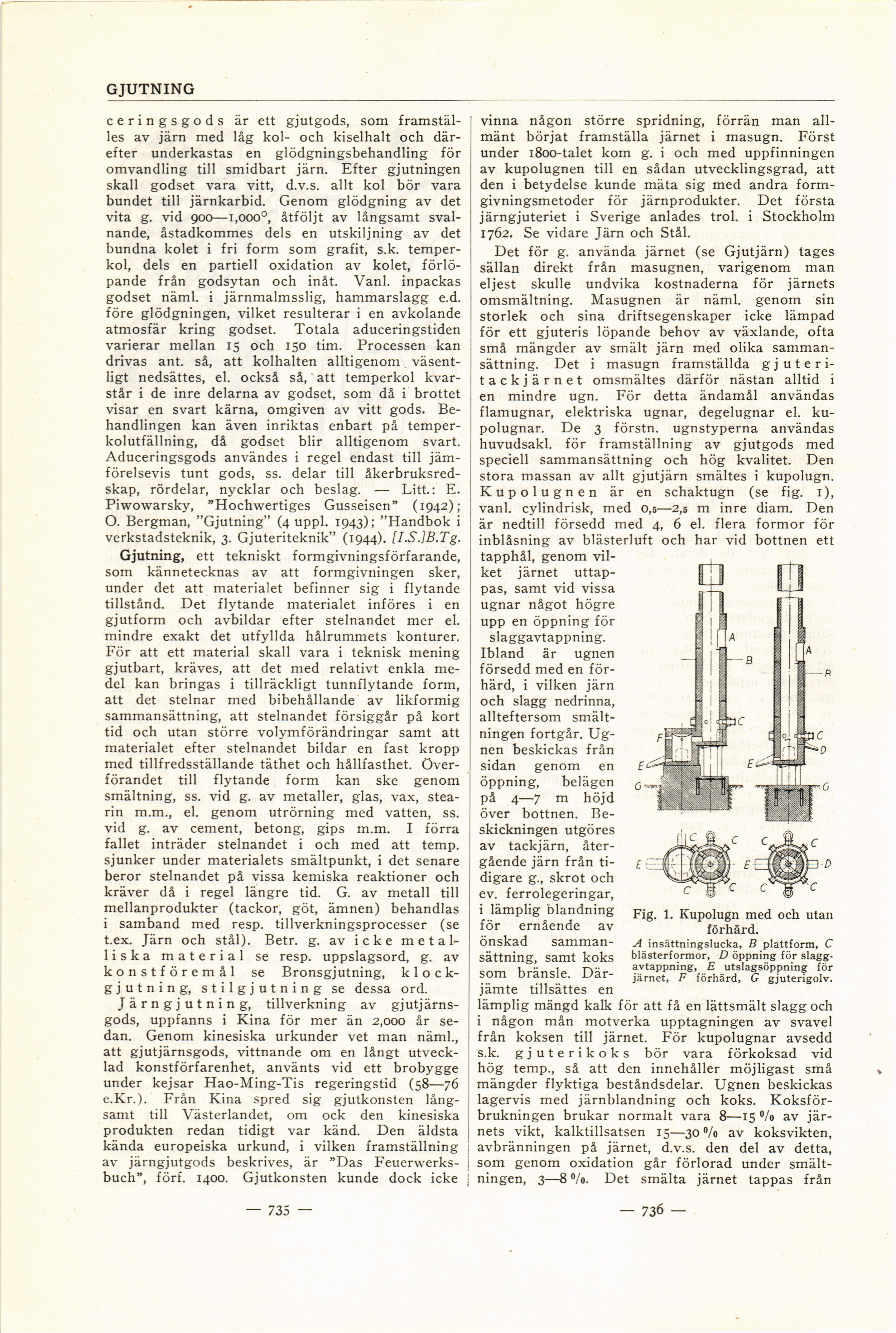
Kupolugnen är en schaktugn (se fig. 1),
vanl. cylindrisk, med 0,5—2,5 m inre diam. Den
är nedtill försedd med 4, 6 el. flera formor för
inblåsning av blästerluft och har vid bottnen ett
tapphål, genom
vilket järnet
uttap-pas, samt vid vissa
ugnar något högre
upp en öppning för
slaggavtappning.
Ibland är ugnen
försedd med en
förhärd, i vilken järn
och slagg nedrinna,
allteftersom
smältningen fortgår.
Ugnen beskickas från
sidan genom en
öppning, belägen
på 4—7 m höjd
över bottnen.
Beskickningen utgöres
av tackjärn,
återgående järn från
tidigare g., skrot och
ev. ferrolegeringar,
i lämplig blandning
för ernående av
önskad
sammansättning, samt koks
som bränsle.
Därjämte tillsättes en
lämplig mängd kalk för att få en lättsmält slagg och
i någon mån motverka upptagningen av svavel
från koksen till järnet. För kupolugnar avsedd
s.k. gjuterikoks bör vara förkoksad vid
hög temp., så att den innehåller möjligast små
mängder flyktiga beståndsdelar. Ugnen beskickas
lagervis med järnblandning och koks.
Koksförbrukningen brukar normalt vara 8—15 % av
järnets vikt, kalktillsatsen 15—30% av koksvikten,
avbränningen på järnet, d.v.s. den del av detta,
som genom oxidation går förlorad under
smältningen, 3—8 %. Det smälta järnet tappas från
Fig. 1. Kupolugn med och utan
förhärd.
A insättningslucka, B plattform, C
blästerformor, D öppning för
slaggavtappning, E utslagsöppning för
järnet, F förhärd, G gjuterigolv.
— 735 —
— 736 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}