
Full resolution (JPEG) - On this page / på denna sida - Gjutning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
GJUTNING
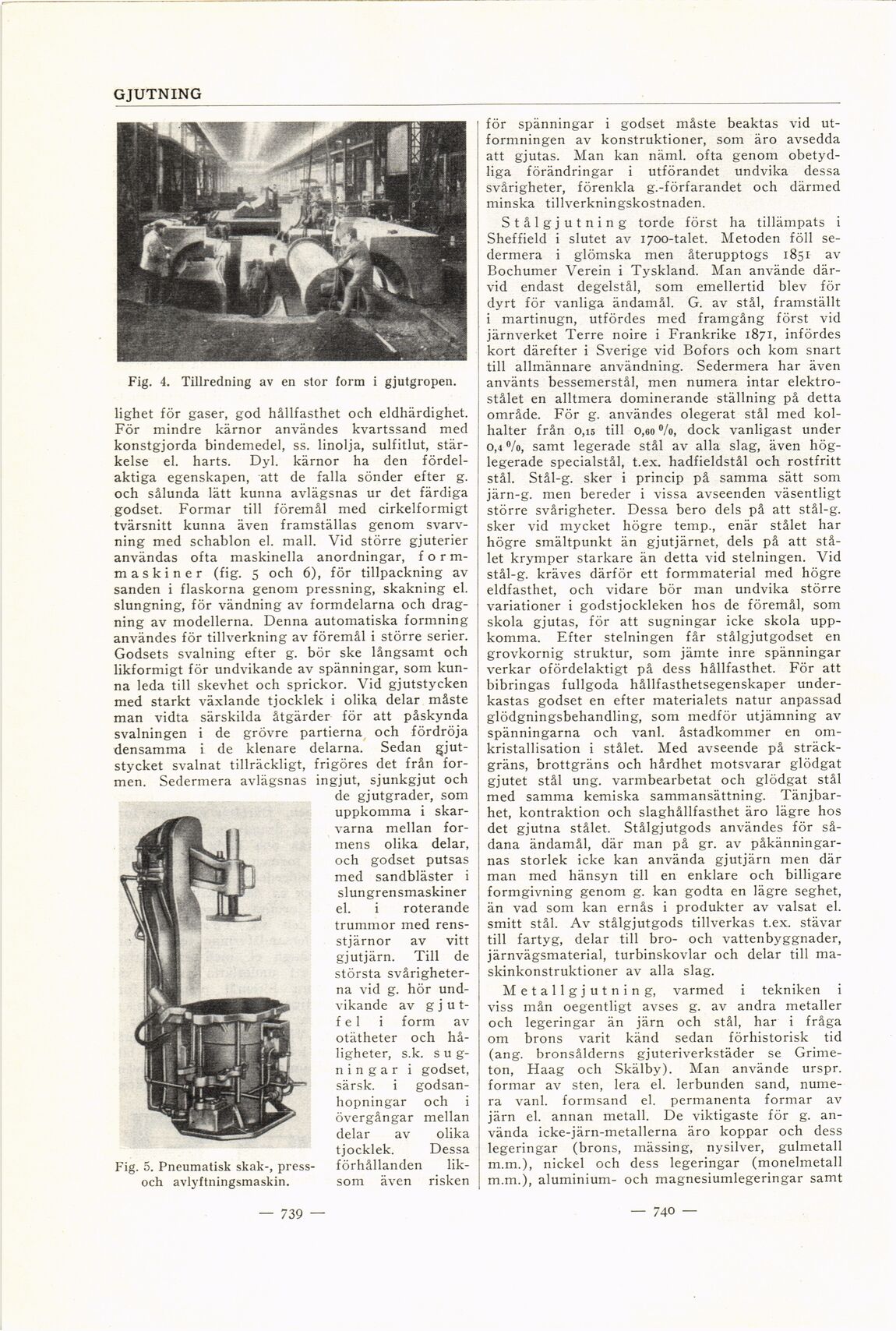
Fig. 4. Tillredning av en stor form i gjutgropen.
lighet för gaser, god hållfasthet och eldhärdighet.
För mindre kärnor användes kvartssand med
konstgjorda bindemedel, ss. linolja, sulfitlut,
stärkelse el. harts. Dyl. kärnor ha den
fördelaktiga egenskapen, att de falla sönder efter g.
och sålunda lätt kunna avlägsnas ur det färdiga
godset. Formar till föremål med cirkelformigt
tvärsnitt kunna även framställas genom
svarv-ning med schablon el. mall. Vid större gjuterier
användas ofta maskinella anordningar, for
m-maskiner (fig. 5 och 6), för tillpackning av
sanden i flaskorna genom pressning, skakning el.
slungning, för vändning av formdelarna och
dragning av modellerna. Denna automatiska formning
användes för tillverkning av föremål i större serier.
Godsets svalning efter g. bör ske långsamt och
likformigt för undvikande av spänningar, som
kunna leda till skevhet och sprickor. Vid gjutstycken
med starkt växlande tjocklek i olika delar måste
man vidta särskilda åtgärder för att påskynda
svalningen i de grövre partierna och fördröja
densamma i de klenare delarna. Sedan
gjutstycket svalnat tillräckligt, frigöres det från
formen. Sedermera avlägsnas ingjut, sjunkgjut och
de gjutgrader, som
uppkomma i
skarvarna mellan
formens olika delar,
och godset putsas
med sandbläster i
slun grensmaskiner
el. i roterande
trummor med
rensstjärnor av vitt
gjutjärn. Till de
största
svårigheterna vid g. hör
undvikande av g j u
t-f e 1 i form av
otätheter och
hå-ligheter, s.k.
sugningar i godset,
särsk. i
godsanhopningar och i
övergångar mellan
delar av olika
tjocklek. Dessa
förhållanden
liksom även risken
Fig. 5. Pneumatisk skak-,
press-och avlyftningsmaskin.
för spänningar i godset måste beaktas vid
utformningen av konstruktioner, som äro avsedda
att gjutas. Man kan näml, ofta genom
obetydliga förändringar i utförandet undvika dessa
svårigheter, förenkla g.-förfarandet och därmed
minska tillverkningskostnaden.
Stålgjutning torde först ha tillämpats i
Sheffield i slutet av 1700-talet. Metoden föll
sedermera i glömska men återupptogs 1851 av
Bochumer Verein i Tyskland. Man använde
därvid endast degelstål, som emellertid blev för
dyrt för vanliga ändamål. G. av stål, framställt
i martinugn, utfördes med framgång först vid
järnverket Terre noire i Frankrike 1871, infördes
kort därefter i Sverige vid Bofors och kom snart
till allmännare användning. Sedermera har även
använts bessemerstål, men numera intar
elektro-stålet en alltmera dominerande ställning på detta
område. För g. användes olegerat stål med
kolhalter från 0,15 till 0,60 °/o, dock vanligast under
0,4 %, samt legerade stål av alla slag, även
hög-legerade specialstål, t.ex. hadfieldstål och rostfritt
stål. Stål-g. sker i princip på samma sätt som
järn-g. men bereder i vissa avseenden väsentligt
större svårigheter. Dessa bero dels på att stål-g.
sker vid mycket högre temp., enär stålet har
högre smältpunkt än gjutjärnet, dels på att
stålet krymper starkare än detta vid stelningen. Vid
stål-g. kräves därför ett formmaterial med högre
eldfasthet, och vidare bör man undvika större
variationer i godstjockleken hos de föremål, som
skola gjutas, för att sugningar icke skola
uppkomma. Efter stelningen får stålgjutgodset en
grovkornig struktur, som jämte inre spänningar
verkar ofördelaktigt på dess hållfasthet. För att
bibringas fullgoda hållfasthetsegenskaper
underkastas godset en efter materialets natur anpassad
glödgningsbehandling, som medför utjämning av
spänningarna och vanl. åstadkommer en
om-kristallisation i stålet. Med avseende på
sträckgräns, brottgräns och hårdhet motsvarar glödgat
gjutet stål ung. varmbearbetat och glödgat stål
med samma kemiska sammansättning.
Tänjbarhet, kontraktion och slaghållfasthet äro lägre hos
det gjutna stålet. Stålgjutgods användes för
sådana ändamål, där man på gr. av
påkänningar-nas storlek icke kan använda gjutjärn men där
man med hänsyn till en enklare och billigare
formgivning genom g. kan godta en lägre seghet,
än vad som kan ernås i produkter av valsat el.
smitt stål. Av stålgjutgods tillverkas t.ex. stävar
till fartyg, delar till bro- och vattenbyggnader,
järnvägsmaterial, turbinskovlar och delar till
maskinkonstruktioner av alla slag.
Metallgjutning, varmed i tekniken i
viss mån oegentligt avses g. av andra metaller
och legeringar än järn och stål, har i fråga
om brons varit känd sedan förhistorisk tid
(ang. bronsålderns gjuteriverkstäder se
Grime-ton, Haag och Skälby). Man använde urspr.
formar av sten, lera el. lerbunden sand,
numera vanl. formsand el. permanenta formar av
järn el. annan metall. De viktigaste för g.
använda icke-järn-metallerna äro koppar och dess
legeringar (brons, mässing, nysilver, gulmetall
m.m.), nickel och dess legeringar (monelmetall
m.m.), aluminium- och magnesiumlegeringar samt
— 739 —
— 740 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}