
Full resolution (JPEG) - On this page / på denna sida - Hårdhet hos vatten - Hårdhets-prov, -skala, -tal - Hårdkokt - Hårdmalm - Hårdmetall
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
HÅRDMETALL
ge med hårt vatten fällningar, som bita sig fast
vid tvättgodset i form av en gråaktig och styv
inkrustering. — Vatten kan mjukgöras på ett
flertal sätt, varvid tillsats av soda är ett av de
vanligaste. Härvid övergå de lösliga
kalkföreningarna småningom till olösligt
kalciumkarbo-nat. En snabbare avhärdning erhålles med t r
i-natriumfosfat, som utfäller olösligt
kalciumfosfat. En speciell typ av mjukgöringsmedel
representeras av natriumhexametafosfat
och liknande ämnen (t.ex. ”Calgon”), som ha
egenskapen att överföra kalcium- och
magnesiumjoner till ett lösligt men ej dissocierat
komplex. Ämnet förmår t.o.m. att upplösa redan
bildad kalktvål och användes därför i stor
utsträckning som tillsats till sköljvatten. En
organisk förening med liknande egenskaper kallas
t r i 1 o n. Elegantast avlägsnas h. medelst de
s.k. jonbytesfiltren, som ha förmågan att
uppfånga Ca-joner och avge motsvarande antal
oskadliga Na-joner (se Jon-bytare). Dyl.
jonbytes-filter (permutit-, natrolit-, wofatit- m.fl. typer)
måste tid efter annan regenereras med tillhjälp av
stark koksaltlösning. A-Lg.
Hårdhets-prov, -skala, -tal, se Hårdhet.
Hårdkokt, litt., se Hard-boiled.
Hårdmalm, kopparmalm, bestående av
koppar-kis, insprängd i kvartsit. Jfr Blötmalm.
Hårdmetall, metalliskt material, huvudsaki.
bestående av volframkarbider med kobolt som
bindemedel. Ofta ingå även mindre mängder av
andra tunga metallers karbider, ss. titan-,
mo-lybden-, tantal- och vanadinkarbider.
Metallkarbiderna äro mycket hårda (jfr Hårdhet), även vid
högre temperaturer, och göra därför h. mycket
lämplig för skärande verktyg, dragskivor,
sand-blästermunstycken m.fl. ändamål, där stor
hårdhet och slitstyrka äro önskvärda. H. framställes
ant. genom smältning och gjutning el. genom
pressning och sintring av pulver. Karbiderna
äro synnerligen svårsmälta (c:a 3,000°), och den
gjutna produkten blir grovkristallinisk och spröd,
varför man allmänt föredrar det
pulvermetallurgiska förfarandet. Därvid utgår man från
volf-rammalm, som renas och reduceras med vätgas
till metall, vilken sedan upphettas med kol och
bildar volframkarbid. Denna finmales och
blandas med 5—12% kobolt och ev. annan karbid,
varpå pulvret pressas till ämnen, som försintras
vid c:a 8oo° och sedan bearbetas till önskade
föremål. Dessa sintras vid 1,350—1,500°, varvid
bindemedlet (kobolten) kittar samman
karbidkornen och ett tätt gods erhålles. Volymen
minskar med c:a 50%. Efter sintringen kan h.
bearbetas blott genom slipning med kisel- el.
borkarbid el. diamant.
Ett flertal olika typer av h. finnas. De
svenska tillverkarna ha accepterat en standardserie,
som nära överensstämmer med de tyska
DIN-normerna. Serien innehåller 6 standardkvaliteter,
fördelade på 3 grupper. Den första gruppen,
S-gruppen, omfattar 3 kvaliteter, S 1, S2 och S 3.
De äro avsedda för bearbetning (t.ex. svarvning)
av stål och stålgjutgods. De innehålla
titankar-bid, som ger högre temperaturbeständighet och
minskar tendensen till kladdning mellan verktyg
och metallspån. Titanhalten är högst i S 1 och
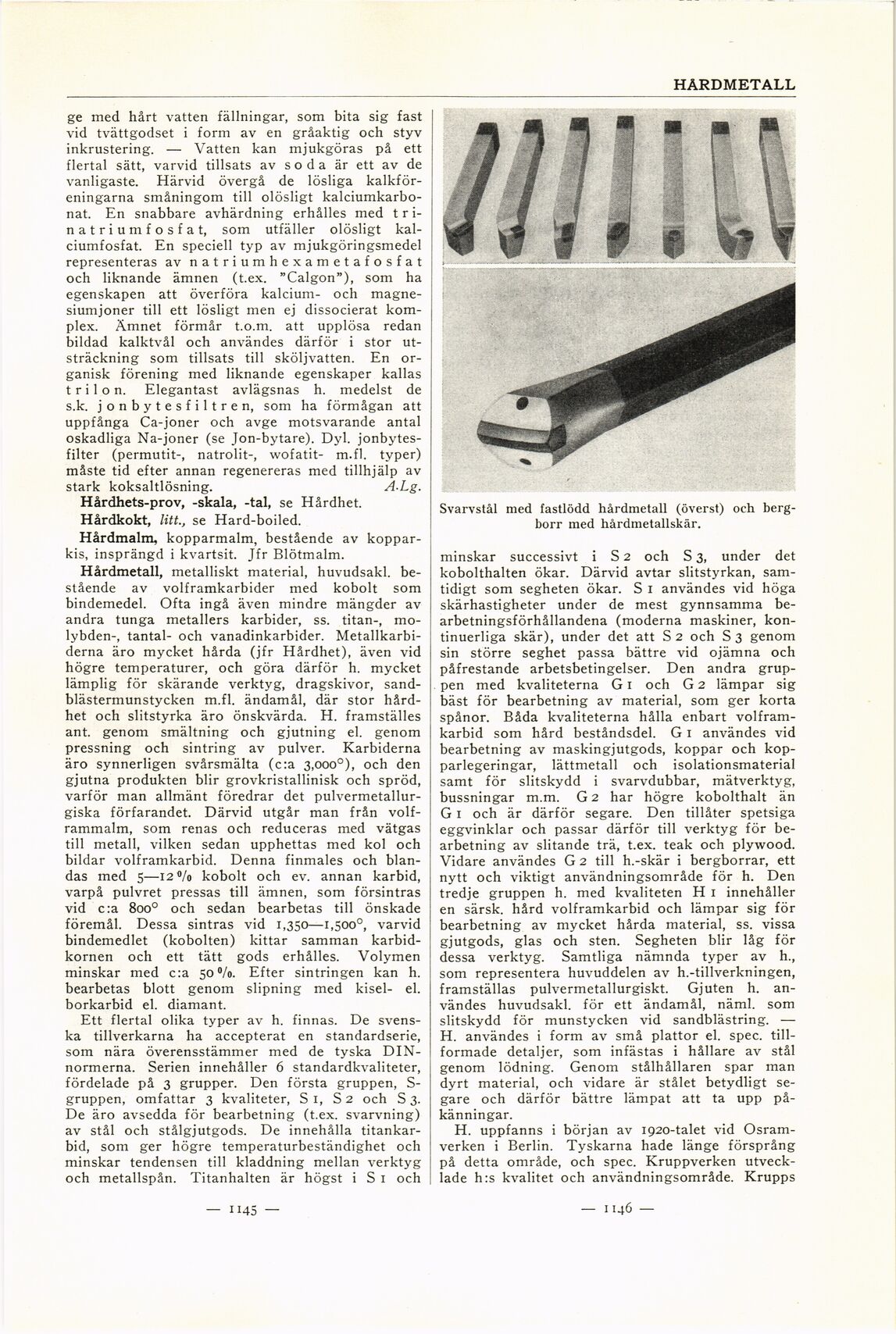
Svarvstål med fastlödd hårdmetall (överst) och
bergborr med hårdmetallskär.
minskar successivt i S 2 och S 3, under det
kobolthalten ökar. Därvid avtar slitstyrkan,
samtidigt som segheten ökar. S 1 användes vid höga
skärhastigheter under de mest gynnsamma
be-arbetningsförhållandena (moderna maskiner,
kontinuerliga skär), under det att S2 och S3 genom
sin större seghet passa bättre vid ojämna och
påfrestande arbetsbetingelser. Den andra
gruppen med kvaliteterna G1 och G 2 lämpar sig
bäst för bearbetning av material, som ger korta
spånor. Båda kvaliteterna hålla enbart
volframkarbid som hård beståndsdel. G 1 användes vid
bearbetning av maskingjutgods, koppar och
kopparlegeringar, lättmetall och isolationsmaterial
samt för slitskydd i svarvdubbar, mätverktyg,
bussningar m.m. G 2 har högre kobolthalt än
G 1 och är därför segare. Den tillåter spetsiga
eggvinklar och passar därför till verktyg för
bearbetning av slitande trä, t.ex. teak och plywood.
Vidare användes G 2 till h.-skär i bergborrar, ett
nytt och viktigt användningsområde för h. Den
tredje gruppen h. med kvaliteten H 1 innehåller
en särsk. hård volframkarbid och lämpar sig för
bearbetning av mycket hårda material, ss. vissa
gjutgods, glas och sten. Segheten blir låg för
dessa verktyg. Samtliga nämnda typer av h.,
som representera huvuddelen av h.-tillverkningen,
framställas pulvermetallurgiskt. Gjuten h.
användes huvudsaki. för ett ändamål, näml, som
slitskydd för munstycken vid sandblästring. —
H. användes i form av små plattor el. spec.
till-formade detaljer, som infästas i hållare av stål
genom lödning. Genom stålhållaren spar man
dyrt material, och vidare är stålet betydligt
segare och därför bättre lämpat att ta upp
på-känningar.
H. uppfanns i början av 1920-talet vid
Osramverken i Berlin. Tyskarna hade länge försprång
på detta område, och spec. Kruppverken
utvecklade h:s kvalitet och användningsområde. Krupps
— 1145 —
— 1146 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}