
Full resolution (JPEG) - On this page / på denna sida - Härdning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
HÄRDNING
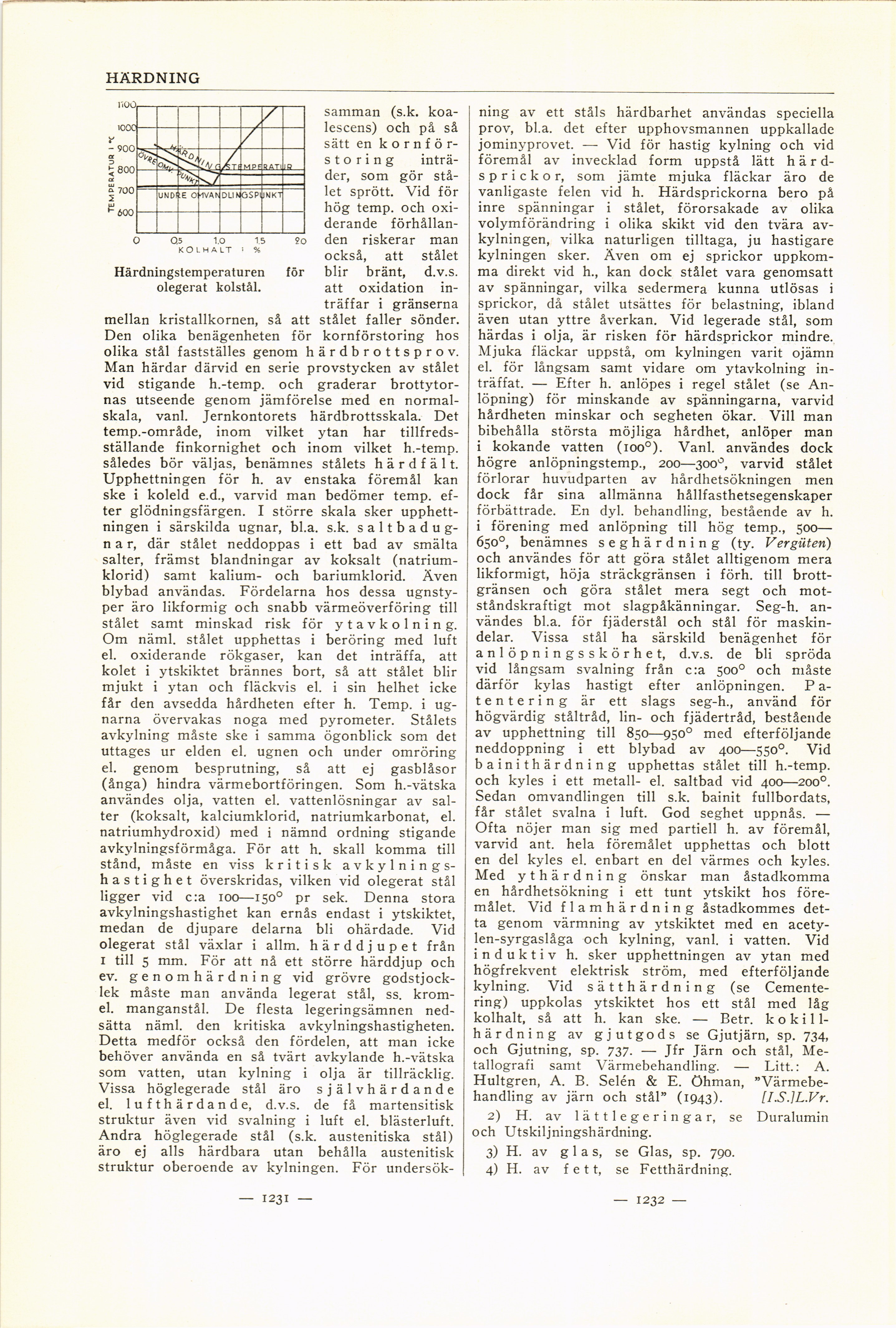
Härdningstemperaturen för
olegerat kolstål.
samman (s.k.
koa-lescens) och på så
sätt en k o r n
först o r i n g
inträder, som gör
stålet sprött. Vid för
hög temp. och
oxiderande förhållanden riskerar man
också, att stålet
blir bränt, d.v.s.
att oxidation
inträffar i gränserna
mellan kristallkornen, så att stålet faller sönder.
Den olika benägenheten för kornförstoring hos
olika stål fastställes genom härdbrottsprov.
Man härdar därvid en serie provstycken av stålet
vid stigande h.-temp. och graderar
brottytornas utseende genom jämförelse med en
normalskala, vanl. Jernkontorets härdbrottsskala. Det
temp.-område, inom vilket ytan har
tillfredsställande finkornighet och inom vilket h.-temp.
således bör väljas, benämnes stålets h ä r d f ä 11.
Upphettningen för h. av enstaka föremål kan
ske i koleld e.d., varvid man bedömer temp.
efter glödningsfärgen. I större skala sker
upphettningen i särskilda ugnar, bl.a. s.k. sal
tbadug-n a r, där stålet neddoppas i ett bad av smälta
salter, främst blandningar av koksalt
(natrium-klorid) samt kalium- och bariumklorid. Även
blybad användas. Fördelarna hos dessa
ugnsty-per äro likformig och snabb värmeöverföring till
stålet samt minskad risk för ytavkolning.
Om näml, stålet upphettas i beröring med luft
el. oxiderande rökgaser, kan det inträffa, att
kolet i ytskiktet brännes bort, så att stålet blir
mjukt i ytan och fläckvis el. i sin helhet icke
får den avsedda hårdheten efter h. Temp. i
ugnarna övervakas noga med pyrometer. Stålets
avkylning måste ske i samma ögonblick som det
uttages ur elden el. ugnen och under omröring
el. genom besprutning, så att ej gasblåsor
(ånga) hindra värmebortföringen. Som h.-vätska
användes olja, vatten el. vattenlösningar av
salter (koksalt, kalciumklorid, natriumkarbonat, el.
natriumhydroxid) med i nämnd ordning stigande
avkylningsförmåga. För att h. skall komma till
stånd, måste en viss kritisk avkylning
s-hastighet överskridas, vilken vid olegerat stål
ligger vid c:a 100—1500 pr sek. Denna stora
avkylningshastighet kan ernås endast i ytskiktet,
medan de djupare delarna bli ohärdade. Vid
olegerat stål växlar i allm. härddjupet från
1 till 5 mm. För att nå ett större härddjup och
ev. genomhärdning vid grövre
godstjocklek måste man använda legerat stål, ss.
krom-el. manganstål. De flesta legeringsämnen
nedsätta näml, den kritiska avkylningshastigheten.
Detta medför också den fördelen, att man icke
behöver använda en så tvärt avkylande h.-vätska
som vatten, utan kylning i olja är tillräcklig.
Vissa höglegerade stål äro självhärdande
el. lufthärdande, d.v.s. de få martensitisk
struktur även vid svalning i luft el. blästerluft.
Andra höglegerade stål (s.k. austenitiska stål)
äro ej alls härdbara utan behålla austenitisk
struktur oberoende av kylningen. För
undersök
ning av ett ståls härdbarhet användas speciella
prov, bl.a. det efter upphovsmannen uppkallade
jominyprovet. — Vid för hastig kylning och vid
föremål av invecklad form uppstå lätt
härdsprickor, som jämte mjuka fläckar äro de
vanligaste felen vid h. Härdsprickorna bero på
inre spänningar i stålet, förorsakade av olika
volymförändring i olika skikt vid den tvära
av-kylningen, vilka naturligen tilltaga, ju hastigare
kylningen sker. Även om ej sprickor
uppkomma direkt vid h., kan dock stålet vara genomsatt
av spänningar, vilka sedermera kunna utlösas i
sprickor, då stålet utsättes för belastning, ibland
även utan yttre åverkan. Vid legerade stål, som
härdas i olja, är risken för härdsprickor mindre.
Mjuka fläckar uppstå, om kylningen varit ojämn
el. för långsam samt vidare om ytavkolning
inträffat. — Efter h. anlöpes i regel stålet (se
An-löpning) för minskande av spänningarna, varvid
hårdheten minskar och segheten ökar. Vill man
bibehålla största möjliga hårdhet, anlöper man
i kokande vatten (ioo°). Vanl. användes dock
högre anlöpningstemp., 200—300°, varvid stålet
förlorar huvudparten av hårdhetsökningen men
dock får sina allmänna hållfasthetsegenskaper
förbättrade. En dyl. behandling, bestående av h.
i förening med anlöpning till hög temp., 500—
650°, benämnes seghärdning (ty. Vergüten)
och användes för att göra stålet alltigenom mera
likformigt, höja sträckgränsen i förh. till
brottgränsen och göra stålet mera segt och
motståndskraftigt mot slagpåkänningar. Seg-h.
användes bl.a. för fjäderstål och stål för
maskindelar. Vissa stål ha särskild benägenhet för
anlöpningsskörhet, d.v.s. de bli spröda
vid långsam svalning från c:a 5000 och måste
därför kylas hastigt efter anlöpningen. P
a-t e n t e r i n g är ett slags seg-h., använd för
högvärdig ståltråd, lin- och fjäderträd, bestående
av upphettning till 850—9500 med efterföljande
neddoppning i ett blybad av 400—5500. Vid
bainithärdning upphettas stålet till h.-temp.
och kyles i ett metall- el. saltbad vid 400—2000.
Sedan omvandlingen till s.k. bainit fullbordats,
får stålet svalna i luft. God seghet uppnås. —
Ofta nöjer man sig med partiell h. av föremål,
varvid ant. hela föremålet upphettas och blott
en del kyles el. enbart en del värmes och kyles.
Med ythärdning önskar man åstadkomma
en hårdhetsökning i ett tunt ytskikt hos
föremålet. Vid flamhärdning åstadkommes
detta genom värmning av ytskiktet med en
acety-len-syrgaslåga och kylning, vanl. i vatten. Vid
induktiv h. sker upphettningen av ytan med
högfrekvent elektrisk ström, med efterföljande
kylning. Vid sätthärdning (se
Cemente-ring) uppkolas ytskiktet hos ett stål med låg
kolhalt, så att h. kan ske. — Betr, k o k i
11-härdning av gjutgods se Gjutjärn, sp. 734,
och Gjutning, sp. 737. — Jfr Järn och stål,
Me-tallografi samt Värmebehandling. — Litt.: A.
Hultgren, A. B. Selén & E. öhman,
”Värmebehandling av järn och stål” (1943). [IS.lL.Fr.
2) H. av 1 ä 111 e g e r i n g a r, se Duralumin
och Utskiljningshärdning.
3) H. av g 1 a s, se Glas, sp. 790.
4) H. av fet t, se Fetthärdning.
— 1231 —
— 1232 —
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}