
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
17 mars 1928
MEKANIK
59
mycket stor dragradie r. Principen är den, att plåten
hela tiden skall med sin yttre kant vila på dragringen.
Härigenom kommer själva ytterkanten att utsättas för
ett vertikalt tryck lika med presskraften. Därav hindras
veckbildning. Den exakta formen av dragringens
arbetande yta spelar ej stor roll, endast ovannämnda villkor
uppfylles. Som styrning för ämnet användes i detta fall
en konisk ring, i vilken det fick falla ned. Avstrykning
från stämpeln skedde medelst tre stycken fjädrande
klackar under dragringen. De färdiga kopparna fingo falla
igenom pressbordet. Arbetet utfördes i rak
dubbelpelare-excenterpress med en hastighet av c:a 20 slag per
minut. Varje slag utnyttjades.
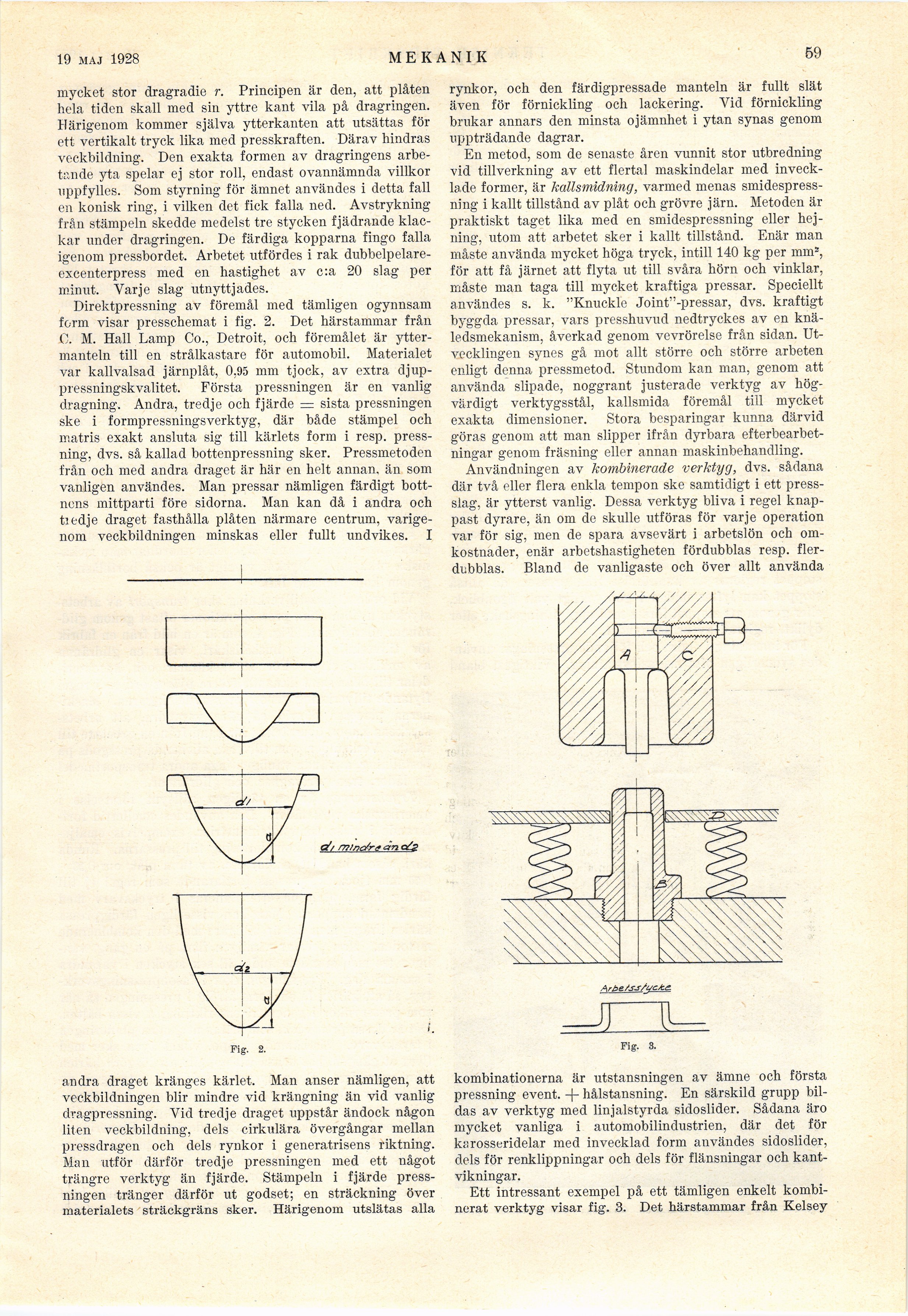
Direktpressning av föremål med tämligen ogynnsam
form visar presschemat i fig. 2. Det härstammar från
C. M. Hall Lamp Co., Detroit, och föremålet är
ytter-manteln till en strålkastare för automobil. Materialet
var kallvalsad järnplåt, 0,95 mm tjock, av extra
djup-pressningskvalitet, Första pressningen är en vanlig
dragning. Andra, tredje och fjärde = sista pressningen
ske i formpressningsverktyg, där både stämpel och
matris exakt ansluta sig till kärlets form i resp.
pressning, dvs. så kallad bottenpressning sker. Pressmetoden
från och med andra draget är här en helt annan, än som
vanligen användes. Man pressar nämligen färdigt
bottnens mittparti före sidorna. Man kan då i andra och
tiedje draget fasthålla plåten närmare centrum,
varigenom veckbildningen minskas eller fullt undvikes. I
rynkor, och den färdigpressade manteln är fullt slät
även för förnickling och lackering. Vid förnickling
brukar annars den minsta ojämnhet i ytan synas genom
uppträdande dagrar.
En metod, som de senaste åren vunnit stor utbredning
vid tillverkning av ett flertal maskindelar med
inveckla,de former, är kallsmidning, varmed menas
smidespress-ning i kallt tillstånd av plåt och grövre järn. Metoden är
praktiskt taget lika med en smidespressning eller
hej-ning, utom att arbetet sker i kallt tillstånd. Enär man
måste använda mycket höga tryck, intill 140 kg per mm2,
för att få järnet att flyta ut till svåra hörn och vinklar,
måste man taga till mycket kraftiga pressar. Speciellt
användes s. k. "Knucklc Joint"-pressar, dvs. kraftigt
byggda pressar, vars presshuvud nedtryckes av en
knäledsmekanism, åverkad genom vevrörelse från sidan.
Utvecklingen synes gå mot allt större och större arbeten
enligt denna pressmetod. Stundom kan man, genom att
använda slipade, noggrant justerade verktyg av
högvärdigt verktygsstål, kallsmida föremål till mycket
exakta dimensioner. Stora besparingar kunna därvid
göras genom att man slipper ifrån dyrbara
efterbearbet-ningar genom fräsning eller annan maskinbehandling.
Användningen av kombinerade verktyg, dvs. sådana
där två eller flera enkla tempon ske samtidigt i ett
press-slag, är ytterst vanlig. Dessa verktyg bliva i regel
knappast dyrare, än om de skulle utföras för varje operation
var för sig, men de spara avsevärt i arbetslön och
omkostnader, enär arbetshastigheten fördubblas resp.
flerdubblas. Bland de vanligaste och över allt använda
Arbe/ss/yc/ce
—r~u
Fig. 3.
andra draget kränges kärlet. Man anser nämligen, att
veckbildningen blir mindre vid krängning än vid vanlig
dragpressning. Vid tredje draget uppstår ändock någon
liten veckbildning, dels cirkulära övergångar mellan
pressdragen och dels rynkor i generatrisens riktning.
Man utför därför tredje pressningen med ett något
trängre verktyg än fjärde. Stämpeln i fjärde
pressningen tränger därför ut godset; en sträckning över
materialets sträckgräns sker. Härigenom utslätas alla
kombinationerna är utstansningen av ämne och första
pressning event. -f- hålstansning. En särskild grupp
bildas av verktyg med linjalstyrda sidoslider. Sådana äro
mycket vanliga i automobilindustrien, där det för
karosseridelar med invecklad form användes sidoslider,
dels för renklippningar och dels för flänsningar och
kant-vikningar.
Ett intressant exempel på ett tämligen enkelt
kombinerat verktyg visar fig. 3. Det härstammar från Kelsey
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}