
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
60
TEKNISK TIDSKRIFT
17 mars 1928
Wheel Co. och anföres, emedan man med detsamma
genom tillämpandet av en enkel princip kan erhålla en
synnerligen hög uppflänsning av kanten kring ett i
samma tempo stansat hål. A är hålstans, B dyna för
hålstansningen samtidigt som stämpel eller dorn för
f]änsningen, C är dragring för flänsningen och D slutligen
uppstötare för arbetsstycket. Principen, varigenom man
når den höga uppflänsningen, är att mellanrummet
mellan B och C skall vara så trångt, att plåttjockleken ej
fullt får plats. Det starka tryck, som härigenom
uppkommer, har den effekten, att uttänjningen av godset i
kanten av hålet sker jämnt fördelat runt om. Härigenom
kan påkänningen i varje punkt av omkretsen hållas
mellan sträck- och brottgräns. Det är på denna väg
möjligt att utsätta materialet för en förlängning av över
100 %, åtminstone då det gäller mindre hål och ej för
tunn plåt, utan att bristning inträder. Det är icke
nödvändigt, att fasthållningen sker å den plana delen av
kanten, utan tillräckligt med klämning mellan stämpel
och dragring. Detta förklaras av, att vid tänjningens
början ändock ingen bristning sker utan först, då godset
skall börja glida över stämpelns ytterkant. Här gör sig
emellertid redan inverkan från förutnämnda fasthållning
gällande.
Beträffande inmatning och uttagning av arbetsstycken
bör omnämnas, att man även på detta område nedlagt
mycket arbete på att spara varje möjlig sekund. Gäller
det exempelvis ett stopp för ämnesinmatning av
bandmaterial, så utföres det så, att frigöring för frammatning
äger rum just i önskat ögonblick. Detta sker genom att
stoppet regleras av kamrörelse från pressen, då alltså
stoppet kan lyftas undan i godtyckligt valt ögonblick,
eller genom att stoppet förses med upplyftningshake eller
dylikt, reglerad av presshuvudet.
För inmatning i andra och följande pressningar
användes synnerligen ofta magasinsmatning. Viktigast bland
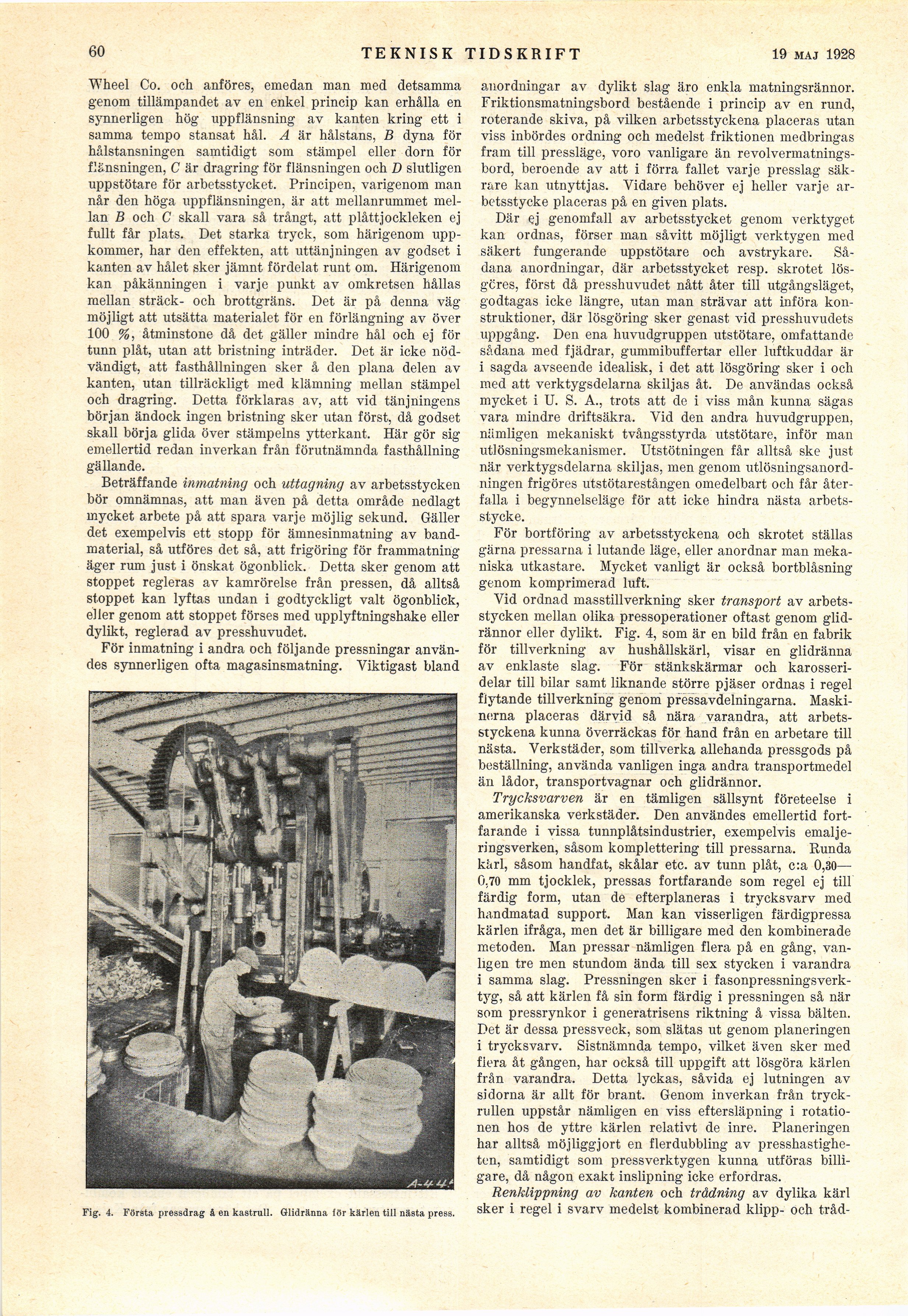
Fig. 4. Första pressdrag å en kastrull. Glidränna för kärlen till nästa press.
anordningar av dylikt slag äro enkla matningsrännor.
Friktionsmatningsbord bestående i princip av en rund,
roterande skiva, på vilken arbetsstyckena placeras utan
viss inbördes ordning och medelst friktionen medbringas
fram till pressläge, voro vanligare än
revolvermatnings-bord, beroende av att i förra fallet varje presslag
säkrare kan utnyttjas. Vidare behöver ej heller varje
arbetsstycke placeras på en given plats.
Där ej genomfall av arbetsstycket genom verktyget
kan ordnas, förser man såvitt möjligt verktygen med
säkert fungerande uppstötare och avstrykare.
Sådana anordningar, där arbetsstycket resp. skrotet
lös-gcres, först då presshuvudet nått åter till utgångsläget,
godtagas icke längre, utan man strävar att införa
konstruktioner, där lösgöring sker genast vid presshuvudets
uppgång. Den ena huvudgruppen utstötare, omfattande
sådana med fjädrar, gummibuffertar eller luftkuddar är
i sagda avseende idealisk, i det att lösgöring sker i och
med att verktygsdelarna skiljas åt. De användas också
mycket i U. S. A., trots att do i viss mån kunna sägas
vara mindre driftsäkra. Vid den andra huvudgruppen,
nämligen mekaniskt tvångsstyrda utstötare, inför man
utlösningsmekanismer. Utstötningen får alltså ske just
när verktygsdelarna skiljas, men genom
utlösningsanord-ningen frigöres utstötarestången omedelbart och får
återfalla i begynnelseläge för att icke hindra nästa
arbetsstycke.
För bortföring av arbetsstyckena och skrotet ställas
gärna pressarna i lutande läge, eller anordnar man
mekaniska utkastare. Mycket vanligt är också bortblåsning
genom komprimerad luft.
Vid ordnad masstillverkning sker transport av
arbetsstycken mellan olika pressoperationer oftast genom
glidrännor eller dylikt. Fig. 4, som är en bild från en fabrik
för tillverkning av hushållskärl, visar en glidränna
av enklaste slag. För stänkskärmar och
karosseri-delar till bilar samt liknande större pjäser ordnas i regel
flytande tillverkning genom pressavdelningarna.
Maskinerna placeras därvid så nära varandra, att
arbetsstyckena kunna överräckas för hand från en arbetare till
nästa. Verkstäder, som tillverka allehanda pressgods på
beställning, använda vanligen inga andra transportmedel
än lådor, transportvagnar och glidrännor.
Trycksvarven är en tämligen sällsynt företeelse i
amerikanska verkstäder. Den användes emellertid
fortfarande i vissa tunnplåtsindustrier, exempelvis
emalje-ringsverken, såsom komplettering till pressarna. Runda
kärl, såsom handfat, skålar etc. av tunn plåt, c:a 0,30—
0,70 mm tjocklek, pressas fortfarande som regel ej till
färdig form, utan de efterplaneras i trycksvarv med
handmatad support. Man kan visserligen färdigpressa
kärlen ifråga, men det är billigare med den kombinerade
metoden. Man pressar nämligen flera på en gång,
vanligen tre men stundom ända till sex stycken i varandra
i samma slag. Pressningen sker i
fasonpressningsverk-tyg, så att kärlen få sin form färdig i pressningen så när
som pressrynkor i generatrisens riktning å vissa bälten.
Det är dessa pressveck, som slätas ut genom planeringen
i trycksvarv. Sistnämnda tempo, vilket även sker med
fiera åt gången, har också till uppgift att lösgöra kärlen
från varandra. Detta lyckas, såvida ej lutningen av
sidorna är allt för brant. Genom inverkan från
tryckrullen uppstår nämligen en viss eftersläpning i
rotationen hos de yttre kärlen relativt de inre. Planeringen
har alltså möjliggjort en flerdubbling av
presshastigheten, samtidigt som pressverktygen kunna utföras
billigare, då någon exakt inslipning icke erfordras.
Renklippning av kanten och trådning av dylika kärl
sker i regel i svarv medelst kombinerad klipp- och tråd-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}