
Full resolution (JPEG) - On this page / på denna sida - Häfte 17. 27 april 1929 - Stål kontra andra metaller, speciellt lättmetaller, av W. Dan. Bergman

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 april 1929
TEKNISK TIDSKRIFT
’233
ringen blir ännu mera markerad då de andra
metallernas godstjocklek betingas av gjuttekniska skäl.
Bearbetning med skärande verktyg.
Lättmetallerna kunna bearbetas betydligt billigare
än de tunga metallerna. Man måste dock avpassa en
hel del åtgärder speciellt för dessa metaller.
Tillverkare av lättmetallerna tillhandahålla i
allmänhet rätt noggranna föreskrifter beträffande
lämpligaste metoder för dessas bearbetning och jag kan
här endast inskränka mig till att påpeka några
synpunkter. Av betydelse är sålunda skärstålets form,
slipning av detsamma och smörjmedlets beskaffenhet.
Jag kan här ej närmare ingå på detta omfattande
kapitel, skall endast nämna ett exempel: Skärstålet bör
hava en klarningsvinkel av ca 10°, övervinkel av ca
50° och sidovinkel av ca 15°. Eggvinkeln blir då
omkring 30—35°.
Som allmän regel torde man kunna säga, att
lättmetallerna erbjuda stora fördelar i
bearbetningshänseende till följd av möjligheten att med lämpliga
verktyg använda betydligt större skärhastigheter än vid
andra metaller.
Ofta är det f. n. ej möjligt att helt utnyttja
lättmetallernas större lättbearbetbarhet till följd av att
tillgängliga verktygsmaskiner, som äro konstruerade
för bearbetning av de tunga metallerna, ej kunna
drivas tillräckligt hastigt. Först när lättmetallerna
kommit till så stor användning att det lönar sig anskaffa
specialmaskiner för deras bearbetning, skall denna
deras fördel helt kunna utnyttjas. Särskilt är detta
fallet med magnesiumlegeringar. Enligt uppgift1
användes där med fördel skärhastigheten upp till 1 500
m pr min. vid ett varvantal av 5 000 v/min.
Svetsning och lödning.
Lättmetallernas svetsning och lödning fordra
speciellt förfaringssätt huvudsakligast till följd av
svårigheten att avlägsna den hårdsmälta oxidbeläggningen.
Det finnes emellertid i bruk åtskilliga metoder för
både svetsning och lödning av lättmetaller och de
varningar, som härvidlag enligt dr Kjerrman skulle
framställts av lättmetallfabrikanter gälla endast legerade
lättmetaller, som erhålla sina hållfasthetsegenskaper
genom värmebehandling. Vid den uppvärmning, som
är en följd av svetsningen, reduceras hållfastheten
omkring svetsningsområdet och för dessa legeringar
är då nitning att föredraga, såvida man icke kan
utöka sektionen av själva svetsningsfogen. För ren
aluminium och ej värmebehandlade legeringar kan
svetsning med fördel användas.
Fullt utvecklad kan man kanske icke säga, att
svetsningstekniken ännu är, men det är säkerligen
endast en tidsfråga, när så blir fallet. Tekniken för
svetsning av aluminium är helt olika den för stål och
järn och ett framgångsrikt svetsningsarbete fordrar
specialerfarenhet. Man tillverkar numera i stor
utsträckning helsvetsade kärl och behållare av ren
aluminium så väl utförda, att man ej kan upptäcka
skarven med blotta ögat.
Lödningen är enklare att utföra, ehuru hållfastheten
jämfört med svetsning blir sämre. Vid svetsning
användes vanligen ren aluminium eller eventuellt
samma legering som ingår i svetsningsföremålen.
För lödning finnes en stor mängd mer eller mindre
i Werkstoff-Handbuch 1927.
märkvärdiga medel i marknaden. Det enklaste och
mest använda torde nog vara en legering av tenn och
zink i proportion 60/40, möjligen med någon tillsats
av koppar. Vid lödning av lättmetaller behöver
vanliga flussmedel ej användas, utan metallytorna renas
från oxid på mekanisk väg.
Jag har förut i korthet berört lättmetallernas
lämplighet för kokillgjutning och skall här något närmare
behandla detta ämne samt pressgjutning.
Vid kokillgjutningen fylles formen endast genom
det tryck, som metallens egen vikt åstadkommer. Vid
konstruktion av kokiller måste då särskild hänsyn
tagas till att den i kokillen innestängda luften kan
hastigt avlägsnas i den mån kokillen fylles. Iakttages
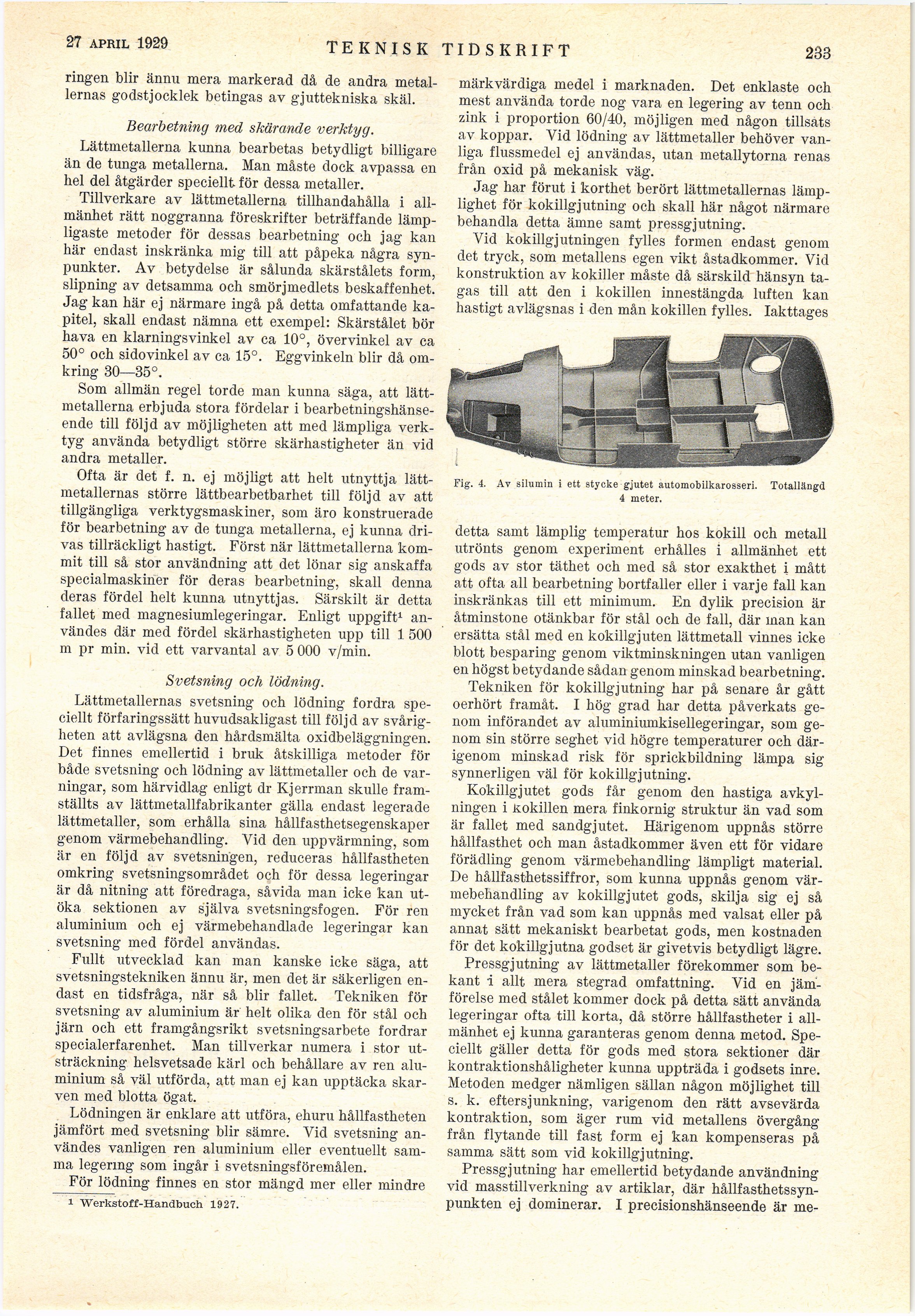
Fig. 4. Ay silumin i ett stycke gjutet automobilkarosseri. Totallängd
4 meter.
detta samt lämplig temperatur hos kokill och metall
utrönts genom experiment erhålles i allmänhet ett
gods av stor täthet och med så stor exakthet i mått
att ofta all bearbetning bortfaller eller i varje fall kan
inskränkas till ett minimum. En dylik precision är
åtminstone otänkbar för stål och de fall, där man kan
ersätta stål med en kokillgjuten lättmetall vinnes icke
blott besparing genom viktminskningen utan vanligen
en högst betydande sådan genom minskad bearbetning.
Tekniken för kokillgjutning har på senare år gått
oerhört framåt. I hög grad har detta påverkats
genom införandet av aluminiumkisellegeringar, som
genom sin större seghet vid högre temperaturer och
därigenom minskad risk för sprickbildning lämpa sig
synnerligen väl för kokillgjutning.
Kokillgjutet gods får genom den hastiga
avkylningen i Jsokillen mera finkornig struktur än vad som
är fallet med sandgjutet. Härigenom uppnås större
hållfasthet och man åstadkommer även ett för vidare
förädling genom värmebehandling lämpligt material.
De hållfasthetssiffror, som kunna uppnås genom
värmebehandling av kokillgjutet gods, skilja sig ej så
mycket från vad som kan uppnås med valsat eller på
annat sätt mekaniskt bearbetat gods, men kostnaden
för det kokillgjutna godset är givetvis betydligt lägre.
Pressgjutning av lättmetaller förekommer som
bekant i allt mera stegrad omfattning. Vid en
jämförelse med stålet kommer dock på detta sätt använda
legeringar ofta till korta, då större hållfastheter i
allmänhet ej kunna garanteras genom denna metod.
Speciellt gäller detta för gods med stora sektioner där
kontraktionshåligheter kunna uppträda i godsets inre.
Metoden medger nämligen sällan någon möjlighet till
s. k. eftersjunkning, varigenom den rätt avsevärda
kontraktion, som äger rum vid metallens övergång
från flytande till fast form ej kan kompenseras på
samma sätt som vid kokillgjutning.
Pressgjutning har emellertid betydande användning
vid masstillverkning av artiklar, där
hållfasthetssynpunkten ej dominerar. I precisionshänseende är me-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}