
Full resolution (JPEG) - On this page / på denna sida - Häfte 43. 26 okt. 1929 - Ingenjörsvetenskapsakademiens högtidssammankomst - En apparat för automatisk galvanisering, av —n.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
532
TEKNISK TIDSKRIFT
26 okt. 1929
tade som den yttersta grunden för det allmännas och
den enskildes lycka och välgång. Denna hans
vördnad för arbetet var samordnad med en stark medkänsla
för alla dem, som oförskyllt levde på livets skuggsida.
Såsom belysning på denna hans vidsynta medkänsla må
omnämnas att han i sitt testamente gjorde en donation
till förmån för mindre bemedlade barn, oberoende av
från vilket parti eller stånd de komma.
När Thorsson gick bort, led den svenska
arbetarrörelsen en utomordentligt stor förlust. Han var efter
Hjalmar Brantings bortgång denna rörelses erkände ledare
och största personlighet, men ej blott arbetarrörelsen
och det socialdemokratiska partiet stodo sörjande vid
hans bår. Han sörjdes och sörjes lika uppriktigt av
alla dem — helt oberoende av partifärg — vilka i
Fredrik "Vilhelm Thorsson lärt sig uppskatta den starke
hövdingen, den oegennyttige och rättrådige
medborgaren.
Därmed var ingenjörsvetenskapsakademiens tionde
högtidssammankomst till ända.
EN APPARAT FÖR AUTOMATISK
GALVANISERING.
Det är ett allmänt känt faktum, att
galvaniserings-avdelningen vid en stor del fabriker, som tillverka
metallvaror, arbetar enligt samma metoder som för 20 år
sedan, under det att man inom fabrikens övriga
avdelningar tillämpar fullt moderna arbetsmetoder.
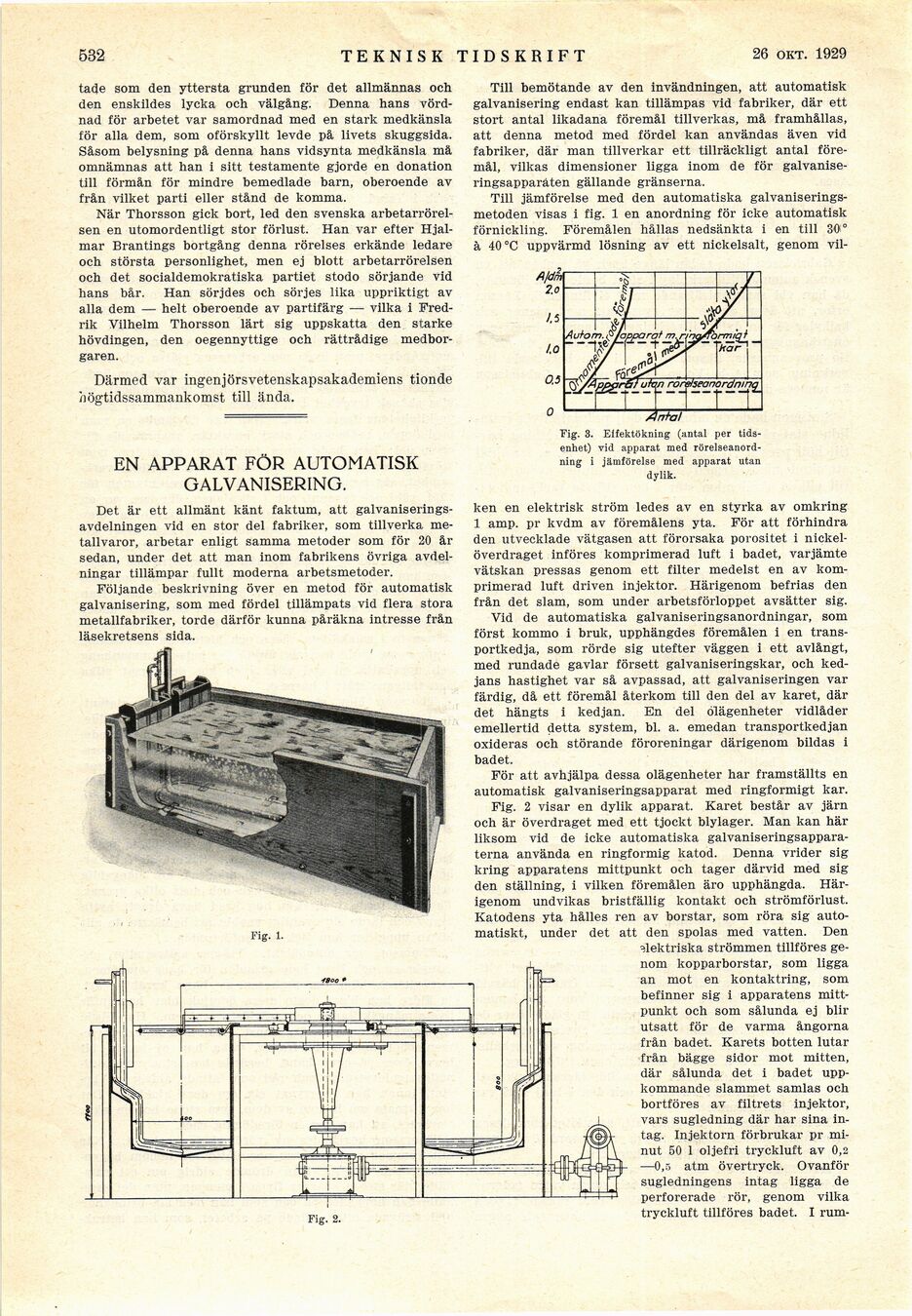
Följande beskrivning över en metod för automatisk
galvanisering, som med fördel tillämpats vid flera stora
metallfabriker, torde därför kunna påräkna intresse från
läsekretsens sida.
Till bemötande av den invändningen, att automatisk
galvanisering endast kan tillämpas vid fabriker, där ett
stort antal likadana föremål tillverkas, må framhållas,
att denna metod med fördel kan användas även vid
fabriker, där man tillverkar ett tillräckligt antal
föremål, vilkas dimensioner ligga inom de för
galvanise-ringsapparåten gällande gränserna.
Till jämförelse med den automatiska
galvaniserings-metoden visas i fig. 1 en anordning för icke automatisk
förnickling. Föremålen hållas nedsänkta i en till 300
à 40 "C uppvärmd lösning av ett nickelsalt, genom vil-
Fig. 1.
Fig. 2.
Fig. 3. Effektökning (antal per
tidsenhet) vid apparat med
rörelseanordning i jämförelse med apparat utan
dylik.
ken en elektrisk ström ledes av en styrka av omkring
1 amp. pr kvdm av föremålens yta. För att förhindra
den utvecklade vätgasen att förorsaka porositet i
nickelöverdraget införes komprimerad luft i badet, varjämte
vätskan pressas genom ett filter medelst en av
komprimerad luft driven injektor. Härigenom befrias den
från det siam, som under arbetsförloppet avsätter sig.
Vid de automatiska galvaniseringsanordningar, som
först kommo i bruk, upphängdes föremålen i en
transportkedja, som rörde sig utefter väggen i ett avlångt,
med rundade gavlar försett galvaniseringskar, och
kedjans hastighet var så avpassad, att galvaniseringen var
färdig, då ett föremål återkom till den del av karet, där
det hängts i kedjan. En del ölägenheter vidlåder
emellertid detta system, bl. a. emedan transportkedjan
oxideras och störande föroreningar därigenom bildas i
badet.
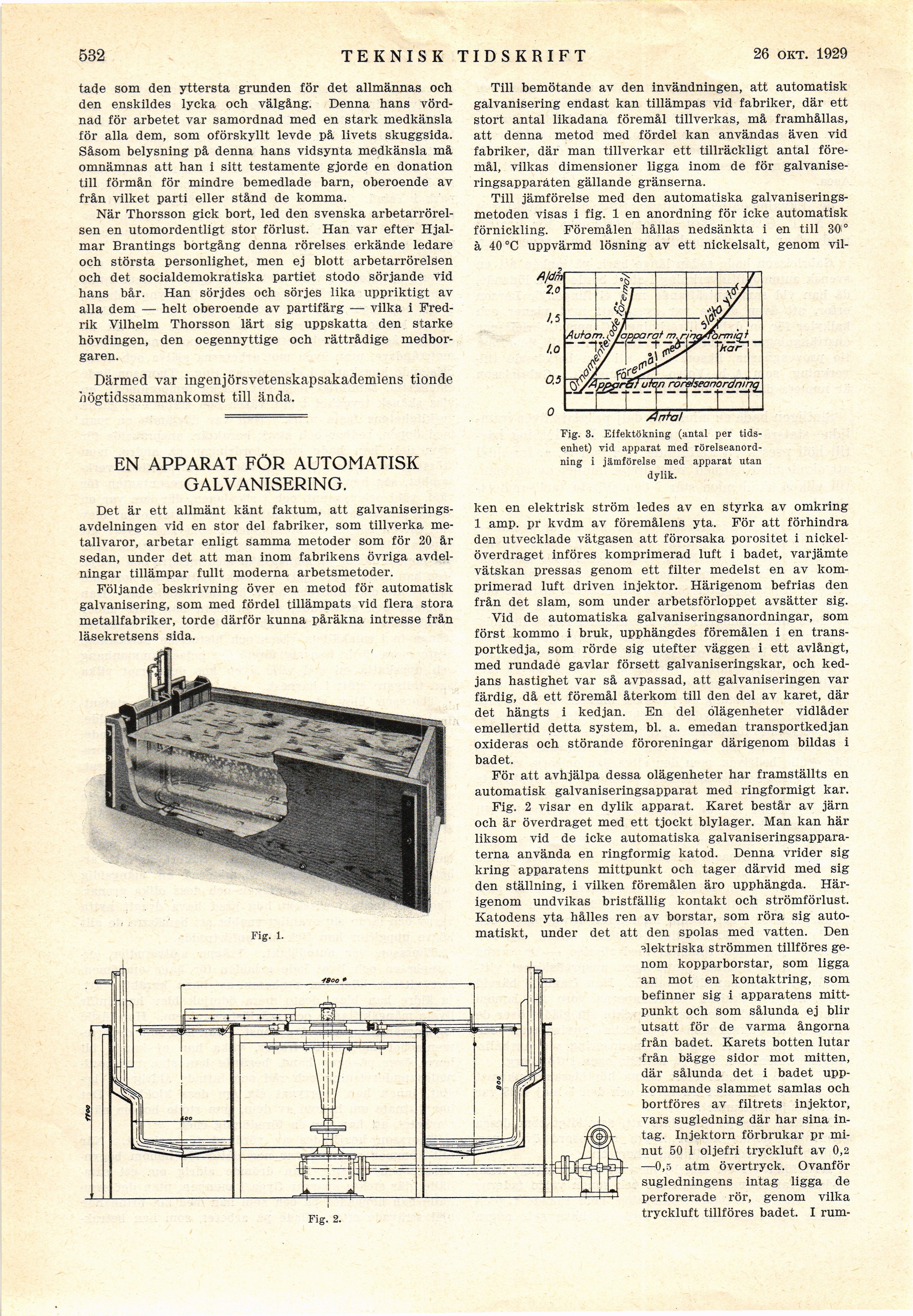
För att avhjälpa dessa olägenheter har framställts en
automatisk galvaniseringsapparat med ringformigt kar.
Fig. 2 visar en dylik apparat. Karet består av järn
och är överdraget med ett tjockt blylager. Man kan här
liksom vid de icke automatiska
galvaniseringsappara-terna använda en ringformig katod. Denna vrider sig
kring apparatens mittpunkt och tager därvid med sig
den ställning, i vilken föremålen äro upphängda.
Härigenom undvikas bristfällig kontakt och strömförlust.
Katodens yta hålles ren av borstar, som röra sig
automatiskt, under det att den spolas med vatten. Den
elektriska strömmen tillföres
genom kopparborstar, som ligga
an mot en kontaktring, som
befinner sig i apparatens
mittpunkt och som sålunda ej blir
utsatt för de varma ångorna
från badet. Karets botten lutar
från bägge sidor mot mitten,
där sålunda det i badet
uppkommande slammet samlas och
bortföres av filtrets injektor,
vars sugledning där har sina
intag. Injektorn förbrukar pr
minut 50 1 oljefri tryckluft av 0,2
—0,5 atm övertryck. Ovanför
sugledningens intag ligga de
perforerade rör, genom vilka
tryckluft tillföres badet. I rum-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}