
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
INNEHÅLL: Intryck från smidesindustrier i Förenta staterna, av ingenjör L. G. K. Nyqvist. —
Föreningsmeddelanden. — Notiser.
INTRYCK FRÅN SMIDESINDUSTRIER I
FÖRENTA STATERNA.
Av ingenjör L. G. K. Nyqvist.1
HAFT. 3
MARS 1929
TEKNISK TIDSKRIFT
BERGSVETENSKAP 3
Redaktör– ß.G. Markman.
UTGIVEN AV SVENS KA T EKNOLOGFb R E. N I N S £ N
Av all järnmanufakturering i Förenta staterna torde
tillverkningen av automobildelar vara den mest
framträdande, ty vid besök i amerikanska verk, som
i en eller annan form manufakturera produkter av
järn och stål, finner man flertalet sysselsatta av
automobilindustrien. Detta gäller särskilt de
industrier, som syssla med smidning, såsom hej ning,
pressning m. m., och i det följande har tillverkningen av
några på dylikt sätt framställda artiklar utvalts för
en närmare beskrivning.
Det torde vara en mycket gängse uppfattning, att
automobiltillverkningen i Förenta staterna är till
ytterlighet koncentrerad, men detta är riktigt endast
beträffande sammansättningen av automobilens delar.
Tillverkningen av delarna däremot kan man säga är
till ytterlighet utspridd. Delarna utföras härvid dels
i större enheter som motorer, karosserier,
bakaxel-aggregat osv. och dels i parter härav i hel- eller
halvfabrikat allt efter respektive tillverkares tekniska
resurser. Därför inträffar t. e., att vid
tillverkning-av smidda automobildelar en firma utför hej ningen,
en annan värmebehandlingen och en tredje
maskinbearbetningen osv. Det förekommer dock att
samtliga dessa operationer utföras av en och samma firma,
och några av de större automobilfirmorna tillverka
nog större delen av automobilens delar i egna
verkstäder, även om dessa äro belägna på skilda orter.
Smidning av framaxlar till automobiler.
Framaxlar till automobiler bestå egentligen som
enhet betraktade av ett flertal hejade delar, men
avses här ifrågavarande aggregats huvuddel, den s. k.
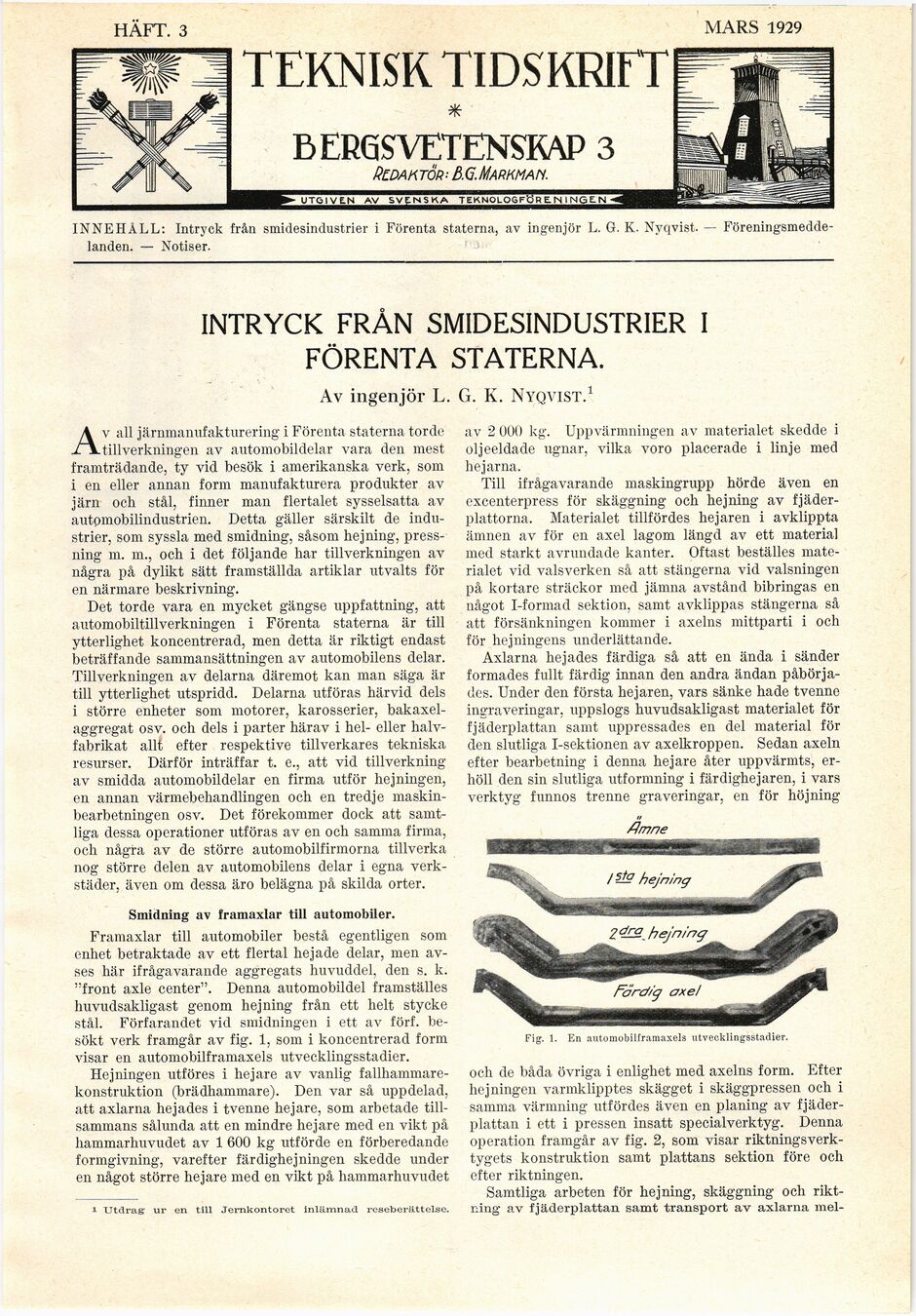
"front axle center". Denna automobildel framställes
huvudsakligast genom hej ning från ett helt stycke
stål. Förfarandet vid smidningen i ett av förf.
besökt verk framgår av fig. 1, som i koncentrerad form
visar en automobilframaxels utvecklingsstadier.
Hejningen utföres i hejare av vanlig
fallhammare-konstruktion (brädhammare). Den var så uppdelad,
att axlarna hejades i tvenne hejare, som arbetade
tillsammans sålunda att en mindre hejare med en vikt på
hammarhuvudet av 1 600 kg utförde en förberedande
formgivning, varefter färdighejningen skedde under
en något större hejare med en vikt på hammarhuvudet
i Utdrag’ ur en till Jernkontoret inlämnad reseberättelse.
av 2 000 kg. Uppvärmningen av materialet skedde i
oljeeldade ugnar, vilka voro placerade i linje med
hejarna.
Till ifrågavarande maskingrupp hörde även en
excenterpress för skäggning och hejning av
fjäder-plattorna. Materialet tillfördes hejaren i avklippta
ämnen av för en axel lagom längd av ett material
med starkt avrundade kanter. Oftast beställes
materialet vid valsverken så att stängerna vid valsningen
på kortare sträckor med jämna avstånd bibringas en
något I-formad sektion, samt avklippas stängerna så
att försänkningen kommer i axelns mittparti i och
för hejningens underlättande.
Axlarna hejades färdiga så att en ända i sänder
formades fullt färdig innan den andra ändan
påbörjades. Under den första hejaren, vars sänke hade tvenne
ingraveringar, uppslogs huvudsakligast materialet för
fjäderplattan samt uppressades en del material för
den slutliga I-sektionen av axelkroppen. Sedan axeln
efter bearbetning i denna hejare åter uppvärmts,
erhöll den sin slutliga utformning i färdighejaren, i vars
verktyg funnos trenne graveringar, en för höjning
flmne
Fig. 1. En automobilframaxels utvecklingsstadier.
ocli de båda övriga i enlighet med axelns form. Efter
hejningen varmklipptes skägget i skäggpressen och i
samma värmning utfördes även en planing av
fjäderplattan i ett i pressen insatt specialverktyg. Denna
operation framgår av fig. 2, som visar
riktningsverktygets konstruktion samt plattans sektion före och
efter riktningen.
Samtliga arbeten för hejning, skäggning och
riktning av fjäderplattan samt transport av axlarna mel-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}