
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
18
teknisk tidskrift
13 april 1929
lan dessa arbetstempon utföres av sammanlagt 7 man.
Arbetet är så fördelat mellan dessa, att en smed och
en hantlangare arbetar vid första hejaren samt en
smed och en hjälpsmed samt en hantlangare arbetar
vid färdighejaren. Vid denna behövs 3 man emedan
arbetet är något tyngre, dels på grund av att denna
operation kräver flera slag av hammaren, dels
emedan sänkena där ständigt måste vara väl oljade.
Skäggning, riktning och transport emellan ugnarna
utföres av 2 man. Sammanlagda arbetsprestationen
av ifrågavarande maskiner och män uppgår till 700
axeländar pr 9-timmars dag eller 350 st. fullt hejade
axlar. Då axeln således hejas i tvenne omgångar,
kan en exakt längd ej hållas, utan göres axëlns längd
ca 1/2—31 i" kortare i hejaren. Genom en särskild
operation sträckes den senare till riktig längd och
härför hålles i axelns mittparti motsvarande mera
material. Sträckningen sker vanligtvis i en bulldozer,
så att axeln placeras i ett verktyg bestående av
tvenne sänken (ett fast och ett rörligt i en gej der) i vilka
äro ingraveringar vari axelns ändar passa och
sänkena äro så placerade att axeln kommer att ligga
med långsidan vinkelrätt emot slagriktningen. I
bulldozhuvudet är fäst ett kilformigt verktyg som
verkar så att kilen, när maskinen arbetar, trycker den
rörliga matrisen i sidled och således sträcker axeln.
(Fig. 3.)
Efter denna operation transporteras axlarna till
värmebehandlingsavdelningen, där de
värmebehandlas och seghärdas, varefter de på tvenne ställen
Bri-nell-provas. Värmebehandlingsföreskrifter och
temperaturer ävensom analys på stålet samt hårdhetstal
äro angivna på ritningar eller medfölja i särskilda
bilagor varje order, å vilka även angivas hållfasthets-
bestämmelser samt
maskin-bearbetningsoperationer i
den ordning de förekomma.
Efter
värmebehandlingen riktas axlarna i en
skruvpress, vilken
operation företages efter
ögonmått, varefter en
ytterligare riktning utföres med
handverktyg på en
special-planskiva, där axlarna
justeras till riktig form.
Axlarna transporteras
därefter till
betningsavdelningen och betas i
svavel-syrehaltigt varmt vatten
samt föras slutligen till
in-spektionsavdelningen, där
Pressverktyg
Sehtion av fjåderplatta
fore och efter riktning
Fig. 2. Riktningsverktygets
konstruktion samt
fjäderplattans sektion fore och efter
riktningen.
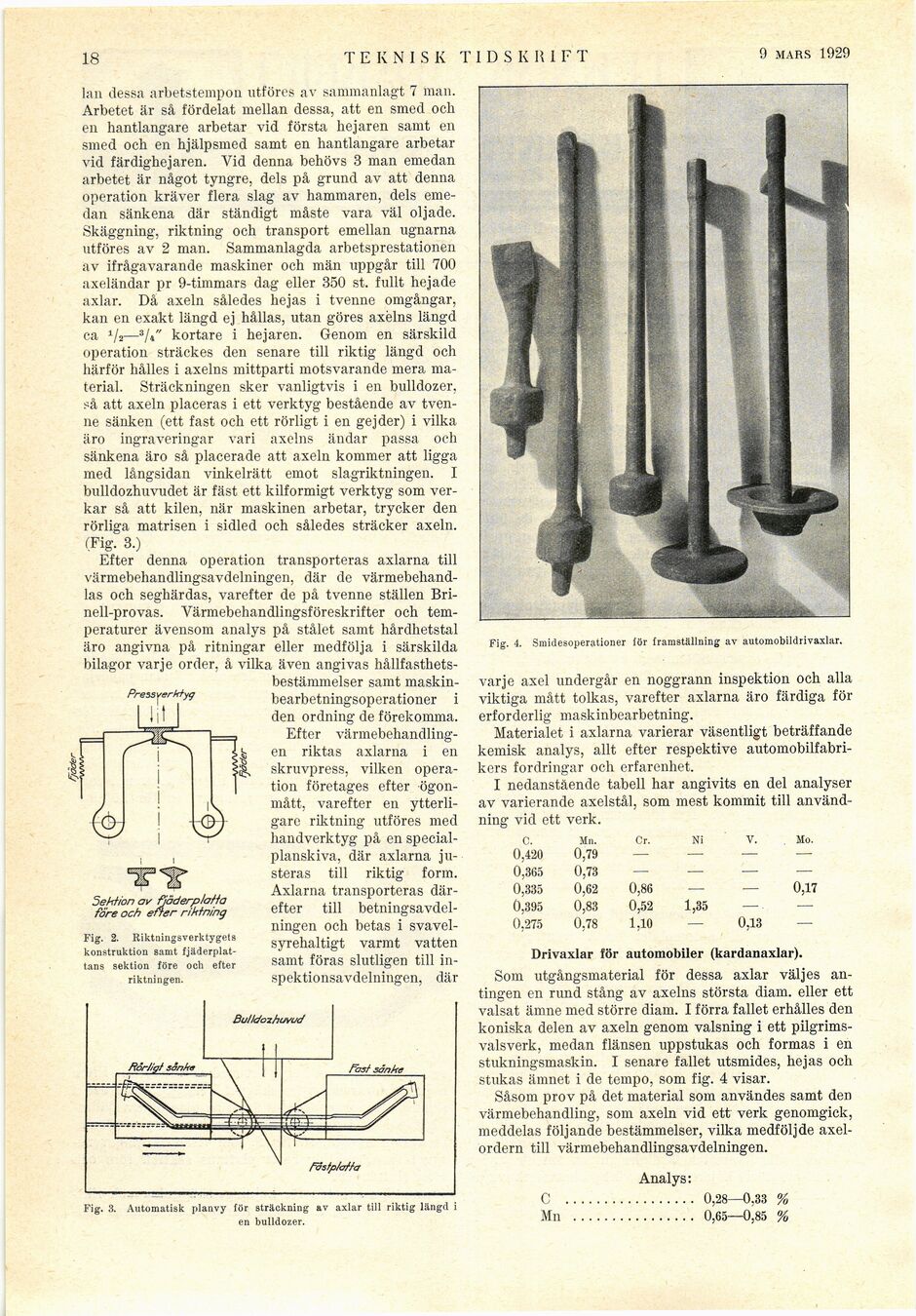
Fig. 4. Smidesoperationer lör framställning av automobildrivaxlar.
varje axel undergår en noggrann inspektion och alla
viktiga mått tolkas, varefter axlarna äro färdiga för
erforderlig maskinbearbetning.
Materialet i axlarna varierar väsentligt beträffande
kemisk analys, allt efter respektive
automobilfabri-kers fordringar och erfarenhet.
I nedanstående tabell har angivits en del analyser
av varierande axelstål, som mest kommit till
användning vid ett verk.
C. Mn. Cr. Ni V. Mo.
0,420 0,79 — — — —
0,365 0,73 — — — ■—
0,335 0,62 0,86 — — 0,17
0,395 0,83 0,52 1,35 — —
0,275 0,78 1,10 — 0,13 —
Drivaxlar för automobiler (kardanaxlar).
Som utgångsmaterial för dessa axlar väljes
antingen en rund stång av axelns största diam. eller ett
valsat ämne med större diam. I förra fallet erhålles den
koniska delen av axeln genom valsning i ett
pilgrims-valsverk, medan flänsen uppstukas och formas i en
stukningsmaskin. I senare fallet utsmides, hejas och
stukas ämnet i de tempo, som fig. 4 visar.
Såsom prov på det material som användes samt den
värmebehandling, som axeln vid ett verk genomgick,
meddelas följande bestämmelser, vilka medföljde
axelordern till värmebehandlingsavdelningen.
Analys:
C ................. 0,28—0,33 %
Mn ................ 0,65—0,85 %
Fig. 3. Automatisk planvy för sträckning av axlar till riktig längd i
en bulldozer.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}