
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
64
teknisk tidskrift
13 april 1929
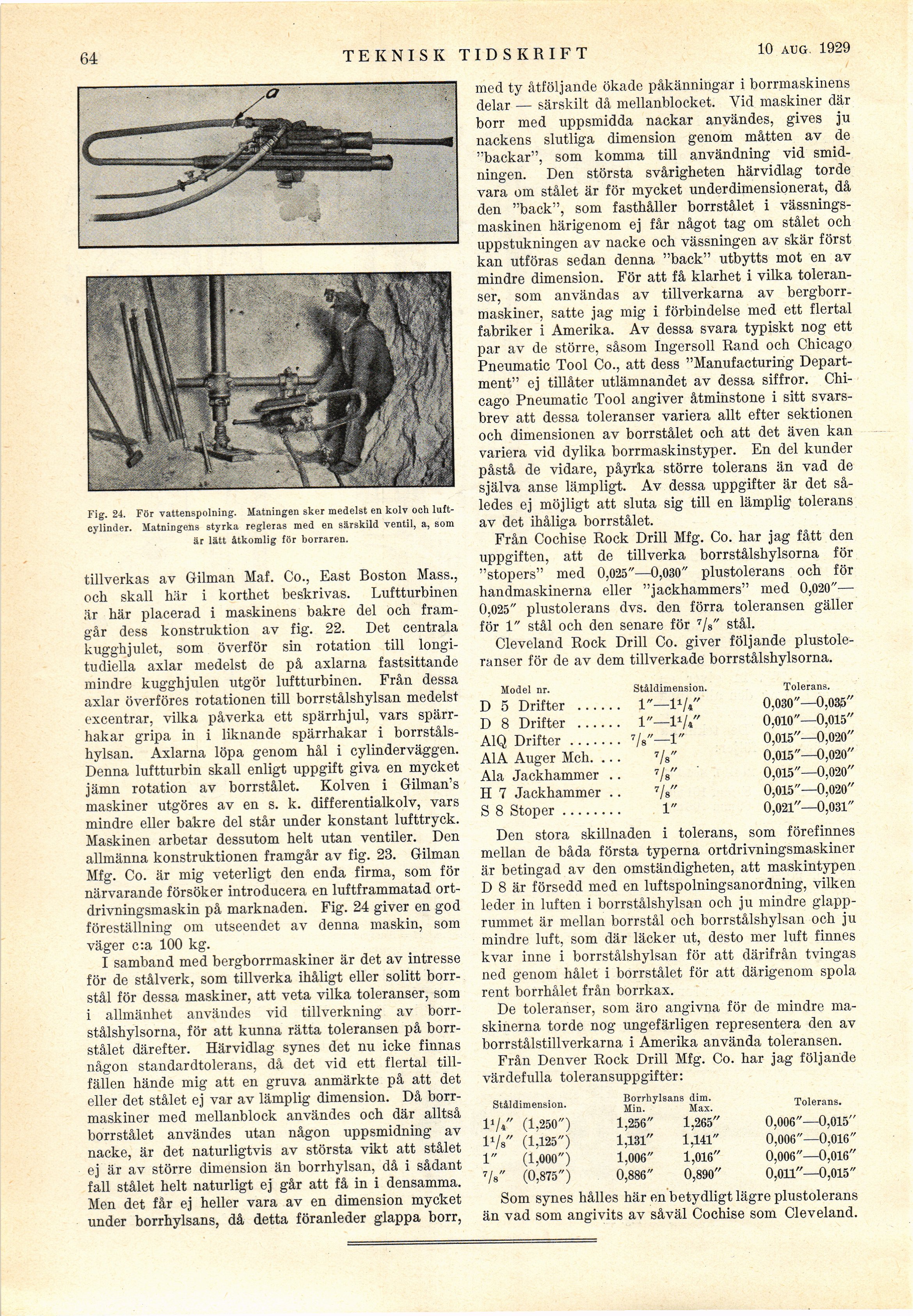
Fig. 24. För vattenspolning. Matningen sker medelst en kolv och
luftcylinder. Matningens styrka regleras med en särskild ventil, a, som
är lätt åtkomlig för borraren.
tillverkas av Gilman Maf. Co., East Boston Mass.,
och skall här i korthet beskrivas. Luftturbinen
är här placerad i maskinens bakre del och
framgår dess konstruktion av fig. 22. Det centrala
kugghjulet, som överför sin rotation till
longi-tndiella axlar medelst de på axlarna fastsittande
mindre kugghjulen utgör luftturbinen. Från dessa
axlar överföres rotationen till borrstålshylsan medelst
excentrar, vilka påverka ett spärrhjul, vars
spärrhakar gripa in i liknande spärrhakar i
borrstålshylsan. Axlarna löpa genom hål i cylinderväggen.
Denna luftturbin skall enligt uppgift giva en mycket
jämn rotation av borrstålet. Kolven i Gilman’s
maskiner utgöres av en s. k. differentialkolv, vars
mindre eller bakre del står under konstant lufttryck.
Maskinen arbetar dessutom helt utan ventiler. Den
allmänna konstruktionen framgår av fig. 23. Gilman
Mfg. Co. är mig veterligt den enda firma, som för
närvarande försöker introducera en luftframmatad
ortdrivningsmaskin på marknaden. Fig. 24 giver en god
föreställning om utseendet av denna maskin, som
väger c:a 100 kg.
I samband med bergborrmaskiner är det av intresse
för de stålverk, som tillverka ihåligt eller solitt
borrstål för dessa maskiner, att veta vilka toleranser, som
i allmänhet användes vid tillverkning av
borr-stålshylsorna, för att kunna rätta toleransen på
borrstålet därefter. Härvidlag synes det nu icke finnas
någon standardtolerans, då det vid ett flertal
tillfällen hände mig att en gruva anmärkte på att det
eller det stålet ej var av lämplig dimension. Då
borrmaskiner med mellanblock användes och där alltså
borrstålet användes utan någon upp smidning av
nacke, är det naturligtvis av största vikt att stålet
ej är av större dimension än borrhylsan, då i sådant
fall stålet helt naturligt ej går att få in i densamma.
Men det får ej heller vara av en dimension mycket
under borrhylsans, då detta föranleder glappa borr,
med ty åtföljande ökade påkänningar i borrmaskinens
delar — särskilt då mellanblocket. Vid maskiner där
borr med uppsmidda nackar användes, gives ju
nackens slutliga dimension genom måtten av de
"backar", som komma till användning vid
smidningen. Den största svårigheten härvidlag torde
vara om stålet är för mycket underdimensionerat, då
den "back", som fasthåller borrstålet i
vässnings-maskinen härigenom ej får något tag om stålet och
uppstukningen av nacke och vässningen av skär först
kan utföras sedan denna "back" utbytts mot en av
mindre dimension. För att få klarhet i vilka
toleranser, som användas av tillverkarna av
bergborrmaskiner, satte jag mig i förbindelse med ett flertal
fabriker i Amerika. Av dessa svara typiskt nog ett
par av de större, såsom Ingersoll Rand och Chicago
Pneumatic Tool Co., att dess "Manufacturing
Department" ej tillåter utlämnandet av dessa siffror.
Chicago Pneumatic Tool angiver åtminstone i sitt
svarsbrev att dessa toleranser variera allt efter sektionen
och dimensionen av borrstålet och att det även kan
variera vid dylika borrmaskinstyper. En del kunder
påstå de vidare, påyrka större tolerans än vad de
själva anse lämpligt. Av dessa uppgifter är det
således ej möjligt att sluta sig till en lämplig tolerans
av det ihåliga borrstålet.
Från Cochise Röck Drill Mfg. Co. har jag fått den
uppgiften, att de tillverka borrstålshylsorna för
"stopers" med 0,025"—0,030" plustolerans och för
handmaskinerna eller "jackhammers" med 0,020"—
0,025" plustolerans dvs. den förra toleransen gäller
för 1" stål och den senare för 7/s" stål.
Cleveland Röck Drill Co. giver följande
plustoleranser för de av dem tillverkade borrstålshylsorna.
Model nr. Ståldimension. Tolerans.
D 5 Drifter ............1"—l1//’ 0,030"—0,035"
D 8 Drifter ............1"—l1/»" 0,010"—0,015"
A1Q Drifter..............7/8"—1" 0,015"—0,020"
A1A Auger Mch. ... 7/8" 0,015"—0,020"
Ala Jackhammer .. 7/„" 0,015"—0,020"
H 7 Jackhammer .. 7/8" 0,015"—0,020"
S 8 Stoper................1" 0,021"—0,031"
Den stora skillnaden i tolerans, som förefinnes
mellan de båda första typerna ortdrivningsmaskiner
är betingad av den omständigheten, att maskintypen
D 8 är försedd med en luftspolningsanordning, vilken
leder in luften i borrstålshylsan och ju mindre
glapprummet är mellan borrstål och borrstålshylsan och ju
mindre luft, som där läcker ut, desto mer luft finnes
kvar inne i borrstålshylsan för att därifrån tvingas
ned genom hålet i borrstålet för att därigenom spola
rent borrhålet från borrkax.
De toleranser, som äro angivna för de mindre
maskinerna torde nog ungefärligen representera den av
borrstålstillverkarna i Amerika använda toleransen.
Från Denver Röck Drill Mfg. Co. har jag följande
värdefulla toleransuppgifter:
Ståldimension. Min’^18’"18 Ma™’. Tolerans.
D/t" (1,250") 1,256" 1,265" 0,006"—0,015"
D/s" (1,125") 1,131" 1,141" 0,006"—0,016"
1" (1,000") 1,006" 1,016" 0,006"—0,016"
7 k" (0,875") 0,886" 0,890" 0,011"—0,015"
Som synes hålles här en betydligt lägre plustolerans
än vad som angivits av såväl Cochise som Cleveland.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}