
Full resolution (JPEG) - On this page / på denna sida - Häfte 46. 15 nov. 1930 - Notiser - Smidda ventiler - En jätteglödlampa

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 NOV. 1930 TEKNIS K T I D S K 111 F T 649
Man använder stål med en hållfasthet av ca 50—
60 kg/mm2. Styckena hejarsmidas och glödgas flera
gånger, rensas och befrias från grader och tillverkas
med en smidesnoggrannhet, som aldrig kan uppnås vid
handsmide men som är en nödvändig förutsättning för
seriefabrikation.
Ventilhusets form är i och för sig icke fördelaktig
för sänksmide, och långvariga prov hava måst
företagas, innan smidet kunde framställas felfritt. Arbets-
Fig. 3. Bygellock efter den andra smidesproceduren.
materialet måste ju vid smidningen flyta långt isär åt
de båda ändarna, där rörflänsarna skola bildas, under
det att halsen bakom flänsarna måste hållas tämligen
tunn för att lämna erforderlig plats för
rörflänsbultar-nas muttrar på flänsarnas baksida.
Fig. 2 visar det smidda ventilhuset före gradernas
borttagande. Vid ventilhusets formgivning beaktades,
att arbetsmaterialet blev likformigt fördelat och att
alltså lokala materialanhopningar undvekos. Detta är
viktigt, då annars vid ventilhusets uppvärmning de
tunna ställena hastigare bliva varma än de tjocka,
varigenom en snedvridning kan inträffa. Det inre
bearbetas mekaniskt ur det massiva ventilhuset. Det är
denna ventils största förtjänst, att den är fullständigt
fri från håligheter eller andra materialfel. Strukturen
är alltigenom homogen, och man kan därför tillerkänna
denna ventil en absolut pålitlighet i drift. Detta är
Fig. 4. Smidd ventil med inre spindelgängning, provad med 1 000 kg;cm*.
emellertid den fordran som den moderna
högtrycksdriften måste ställa på armaturen.
Även ventildetaljerna, frånsett ventilhuset, äro
utformade med särskild omsorg motsvarande det
eftersträvade målet att skapa en kvalitetsprodukt av högsta
fulländning. Hela byggnadssättet är kraftigt och
kompakt. För tätningsställena i ventilen (käglan och sätet)
användes särskilt material, som är hårt och segt och
icke rostar eller frätes och borgar för en absolut
täthet hos ventilen. Ventilens överdel består av en bygel
av smitt stål, som även hejarsmides i ett stycke och
som i smideshänseende icke är mindre intressant än
ventilhuset. Fig. 3 visar det obearbetade bygellocket
före gradernas borttagande.
Ventilerna byggas med yttre eller inre
spindelgängning och såsom nålventiler. Vad en sådan smidd
ventil kan tåla, har en verkstadsprovning visat. En smidd
ventil med inre spindelgängning (se fig. 4) i
fabrikationsserien togs ut och utsattes undan för undan för
ett tryck av flera hundra atmosfärer. Man lyckades
öka trycket upp till 1 000 atm, utan att ventilen visade
några som helst formförändringar eller tog någon skada.
Anmärkningsvärt är, att vid detta maximitryck till och
med packboxen höll tätt.
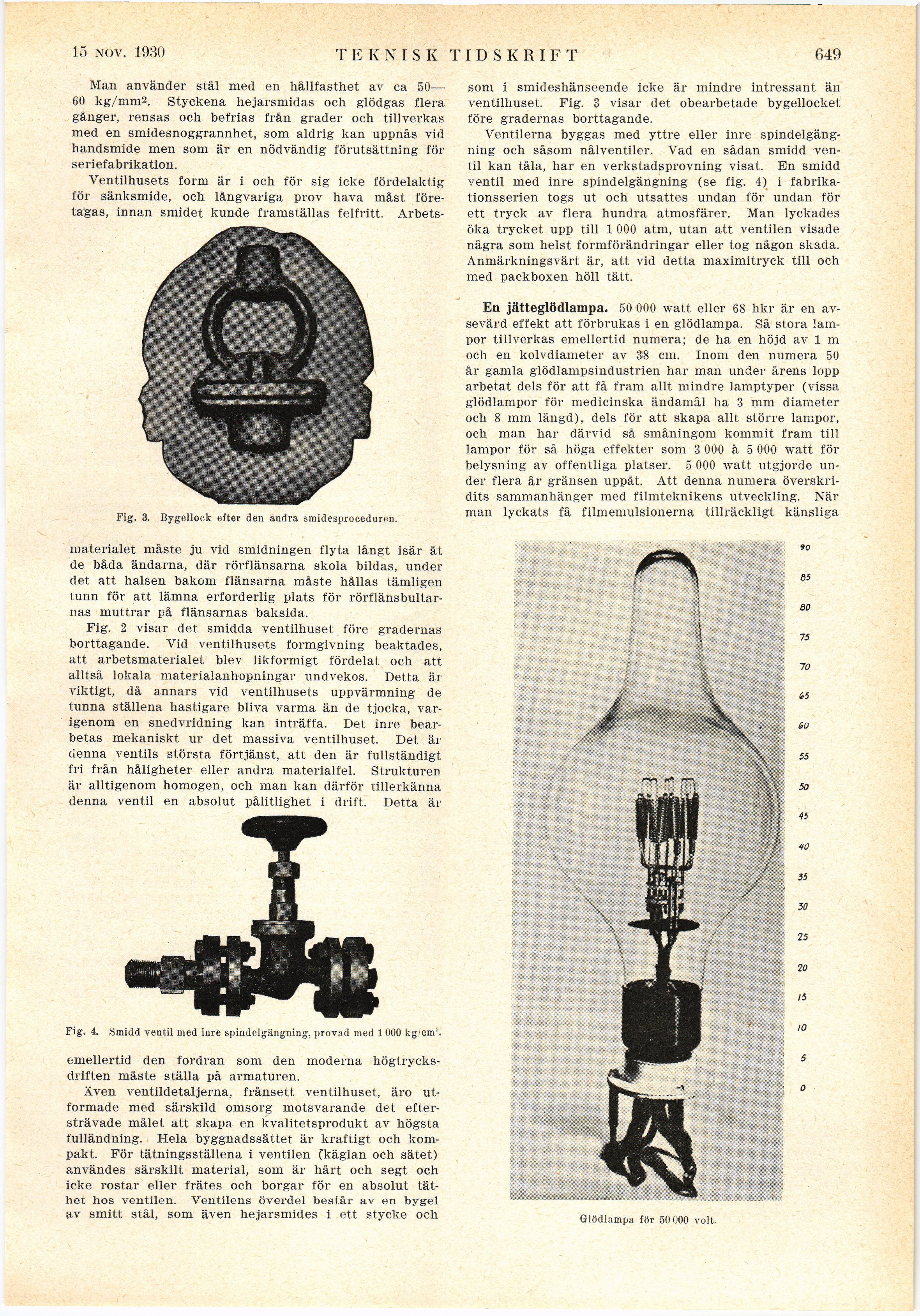
En jätteglödlampa. 50 000 watt eller 68 hkr är en
avsevärd effekt att förbrukas i en glödlampa. Så stora
lampor tillverkas emellertid numera; de ha en höjd av 1 m
och en kolvdiameter av 38 cm. Inom den numera 50
år gamla glödlampsindustrien har man under årens lopp
arbetat dels för att få fram allt mindre lamptyper (vissa
glödlampor för medicinska ändamål ha 3 mm diameter
och 8 mm längd), dels för att skapa allt större lampor,
och man har därvid så småningom kommit fram till
lampor för så höga effekter som 3 000 à 5 000 watt för
belysning av offentliga platser. 5 000 watt utgjorde
under flera år gränsen uppåt. Att denna numera
överskridits sammanhänger med filmteknikens utveckling. När
man lyckats få filmemulsionerna tillräckligt känsliga
Glödlampa för 50 000 voit.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}