
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1’76
TEKNISK TIDSKRIFT
8 febr. 1930
raten, emedan man riskerar att flera
ämnen utfalla på en gång-.
Värmningstid för ämnena:
Dimension Vikt Produktion va™nings-
50 mm 90 kg 6 ton/tim. 11 tim.
120 „ 1020 „ 30 „ 4 „
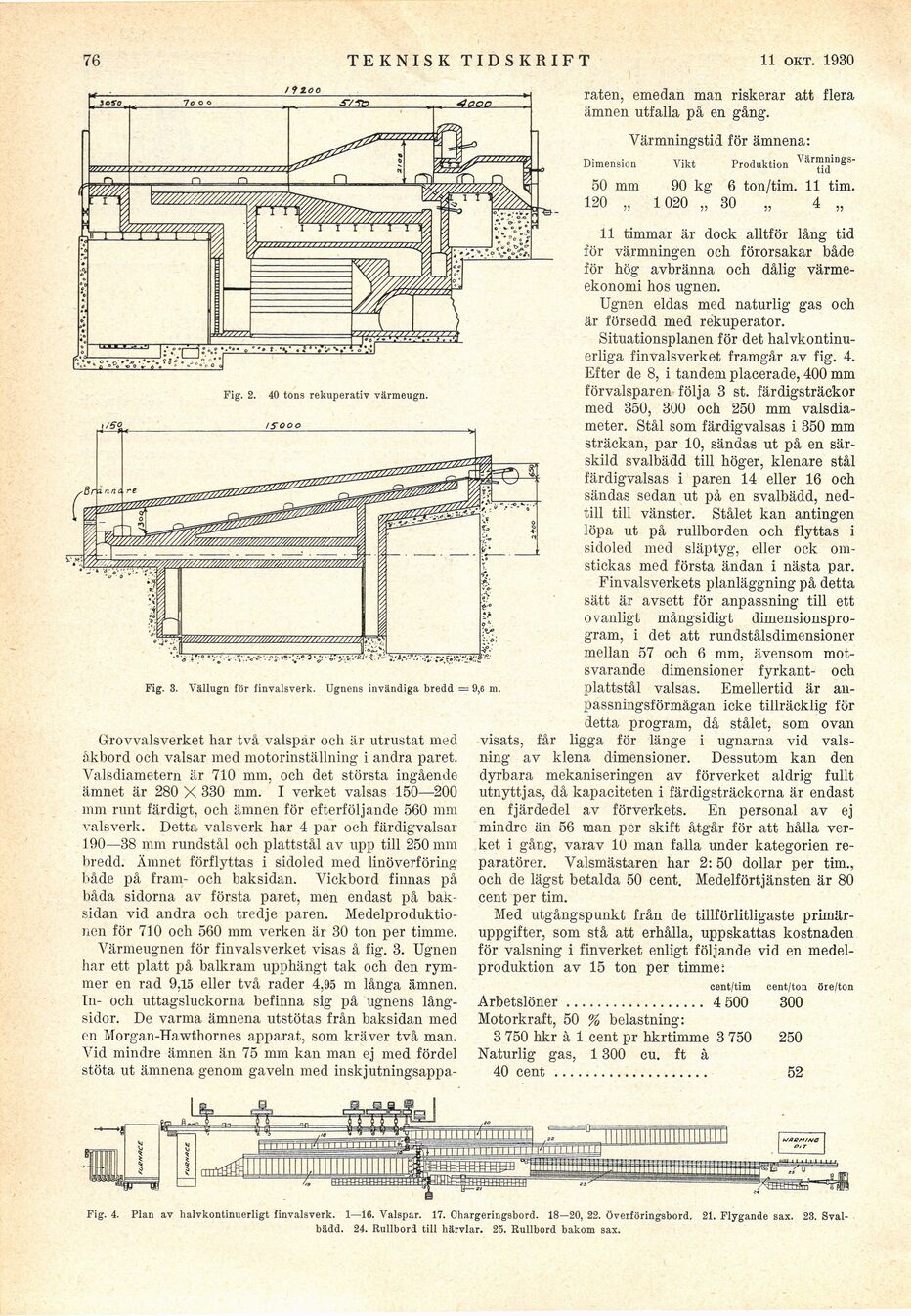
Fig. 2. 40 tons rekuperativ värmeugn.
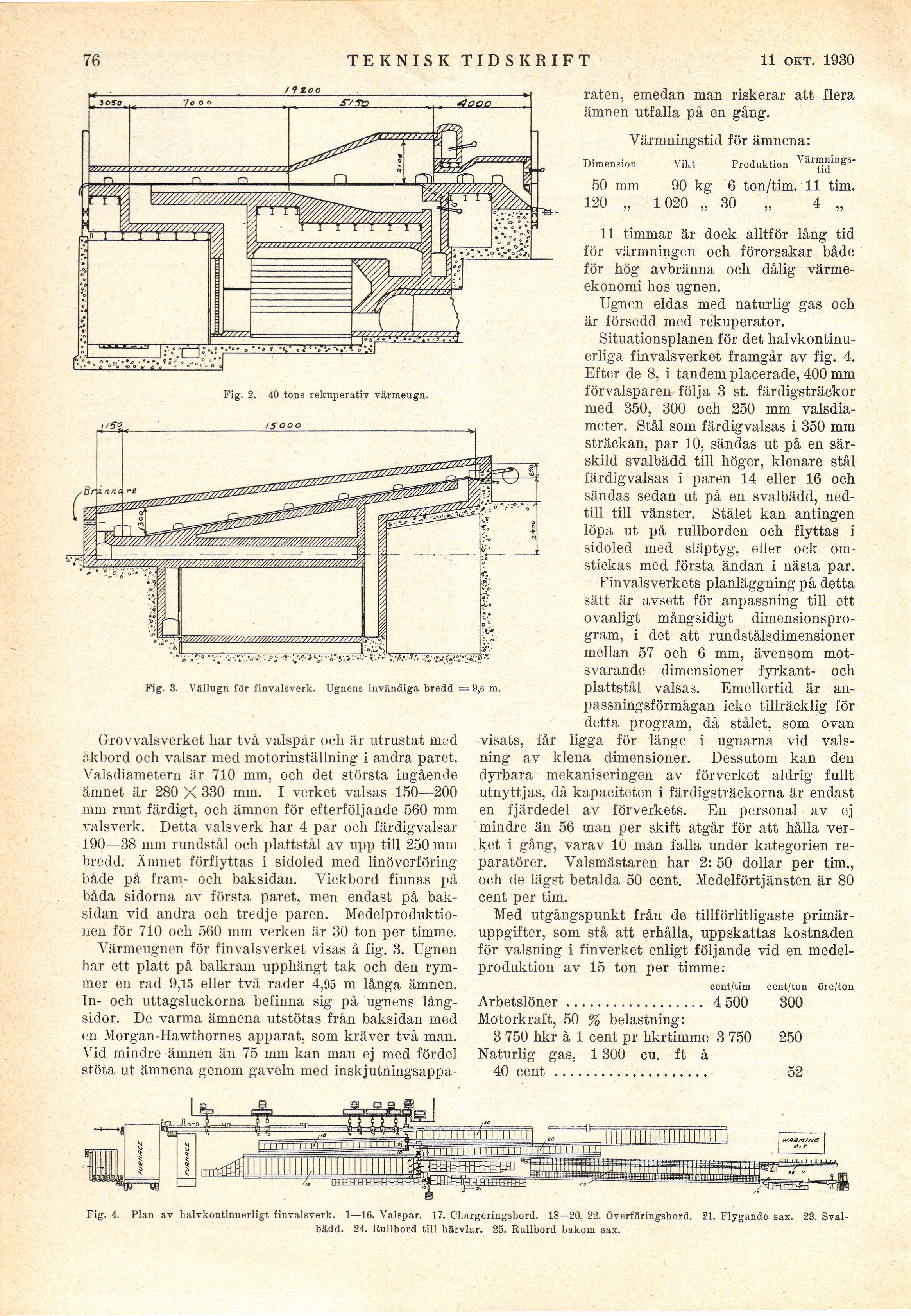
Fig. 3. Vällugn för finvalsverk. Ugnens invändiga bredd — 9,6 m.
Grovvalsverket har två valspar och är utrustat med
åkbord och valsar med motorinställning i andra paret.
Valsdiametern är 710 mm, och det största ingående
ämnet är 280 X 330 mm. I verket valsas 150—200
mm runt färdigt, och ämnen för efterföljande 560 mm
valsverk. Detta valsverk har 4 par och färdigvalsar
190—38 mm rundstål och plattstål av upp till 250 mm
bredd. Ämnet förflyttas i sidoled med linöverföring
både på fram- och baksidan. Yickbord finnas på
båda sidorna av första paret, men endast på
baksidan vid andra och tredje paren.
Medelproduktio-nen för 710 och 560 mm verken är 30 ton per timme.
Värmeugnen för finvalsverket visas å fig. 3. Ugnen
har ett platt på balkram upphängt tak och den
rymmer en rad 9,15 eller två rader 4,95 m långa ämnen.
In- och uttagsluckorna befinna sig på ugnens
långsidor. De varma ämnena utstötas från baksidan med
en Morgan-Hawthornes apparat, som kräver två man.
Vid mindre ämnen än 75 mm kan man ej med fördel
stöta ut ämnena genom gaveln med inskjutningsappa-
11 timmar är dock alltför lång tid
för värmningen och förorsakar både
för hög avbränna och dålig
värmeekonomi hos ugnen.
Ugnen eldas med naturlig gas och
är försedd med rekuperator.
Situationsplanen för det
halvkontinuerliga finvalsverket framgår av fig. 4.
Efter de 8, i tandem placerade, 400 mm
förvalsparen följa 3 st. färdigsträckor
med 350, 300 och 250 mm
valsdiameter. Stål som färdigvalsas i 350 mm
sträckan, par 10, sändas ut på en
särskild svalbädd till höger, klenare stål
färdigvalsas i paren 14 eller 16 och
sändas sedan ut på en svalbädd,
nedtill till vänster. Stålet kan antingen
löpa ut på rullborden och flyttas i
sidoled med släptyg, eller ock
om-stickas med första ändan i nästa par.
Finvalsverkets planläggning på detta
sätt är avsett för anpassning till ett
ovanligt mångsidigt
dimensionsprogram, i det att rundstålsdimensioner
mellan 57 och 6 mm, ävensom
motsvarande dimensioner fyrkant- och
plattstål valsas. Emellertid är
anpassningsförmågan icke tillräcklig för
detta program, då stålet, som ovan
visats, får ligga för länge i ugnarna vid
valsning av klena dimensioner. Dessutom kan den
dyrbara mekaniseringen av förverket aldrig fullt
utnyttjas, då kapaciteten i färdigsträckorna är endast
en fjärdedel av förverkets. En personal av ej
mindre än 56 man per skift åtgår för att hålla
verket i gång, varav 10 man falla under kategorien
reparatörer. Valsmästaren har 2: 50 dollar per tim.,
och de lägst betalda 50 cent. Medelförtjänsten är 80
cent per tim.
Med utgångspunkt från de tillförlitligaste
primäruppgifter, som stå att erhålla, uppskattas kostnaden
för valsning i finverket enligt följande vid en
medelproduktion av 15 ton per timme:
cent/tim cent/ton öre/ton
Arbetslöner.................. 4 500 300
Motorkraft, 50 % belastning:
3 750 hkr à 1 cent pr hkrtimme 3 750 250
Naturlig gas, 1 300 cu. ft à
40 cent ........................................52
Fig. 4. Plan av halvkontinuerligt finvalsverk. 1—16. Valspar. 17. Chargeringsbord. 18—20, 22. Överföringsbord. 21. Flygande sax. 23.
Svalbädd. 24. Rullbord till härvlar. 25. Rullbord bakom sax.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}