
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
8 febii. 1930
BERGSVETENSKAP
79
gande bredning av ämnet och göra
sålunda en intryckning, som är utsträckt i
ämnets längdled. Liten valsdiameter och
liten konicitet hos Mannesmannverkets
dubbelkoniska valsar bidraga till
upptagning av ett stort hål i ämnet.
Mannesmannvalsarna hava mitt på
banan en cylindrisk del och koniciteten på
båda sidorna därom är 5 à 10°.
Varà-axlarnas lutning mot horisontalplanet
bestämmer frammatningen och tages
vanligen 6 till 12°. Denna lutningsvinkel kan
ändras vid nyare konstruktioner, i det
att valslagren äro upplagda i ett vridbart
cylindriskt hus, som synes av fig. 11.
Före valsningen upptages med lufthammare en
centrumanvisning på ämnet och denna ansattes mot
dornspetsen. Dornen stödes baktill av en stång, som
utdrages hydrauliskt efter valsningen. Röret får
efter hålningen en grov och ojämn yta, med
gäng-formade intryckningar. Ytterdiametern av ämnet
tilltar samtidigt som avsevärd förlängning äger rum.
Liksom vid de massproducerande göt- och
ämnesvalsverken äro vid rörverken arbetsoperationerna
uppdelade på ett flertal, i serie arbetande maskiner.
I det följande redogöres för operationerna vid ett
modernt rörvalsverk i tur och ordning.
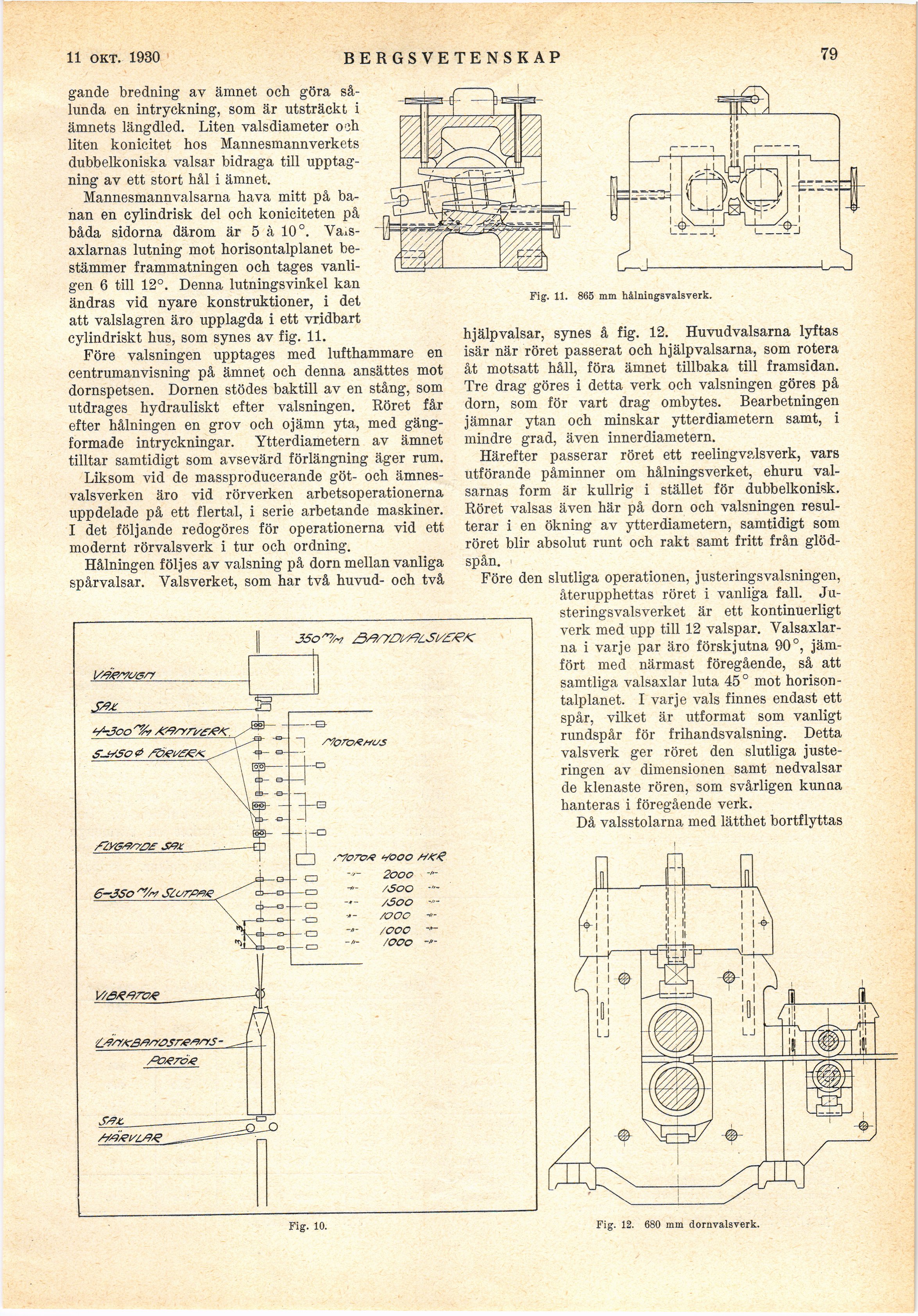
Hålningen följes av valsning på dorn mellan vanliga
spårvalsar. Valsverket, som har två huvud- och två
Fig. 11.
i mm håiningsvalsverk.
\//?/e/yc/ørr
’/-Joo /&?svrt/.
S-i/soø
6-JSo Storp&z
V/ö&irc*
’/L-f/y/trärt/yasrÆrtrts -
/^oroÆMos
hjälpvalsar, synes å fig. 12. Huvudvalsarna lyftas
isär när röret passerat och hjälp valsarna, som rotera
åt motsatt håll, föra ämnet tillbaka till framsidan.
Tre drag göres i detta verk och valsningen göres på
dorn, som för vart drag ombytes. Bearbetningen
jämnar ytan och minskar ytterdiametern samt, i
mindre grad, även innerdiametern.
Härefter passerar röret ett reelingvalsverk, vars
utförande påminner om hålningsverket, ehuru
valsarnas form är kullrig i stället för dubbelkonisk.
Röret valsas även här på dorn och valsningen
resulterar i en ökning av ytterdiametern, samtidigt som
röret blir absolut runt och rakt samt fritt från
glödspån.
Före den slutliga operationen, justerings valsningen,
återupphettas röret i vanliga fall.
Justeringsvalsverket är ett kontinuerligt
verk med upp till 12 valspar.
Valsaxlarna i varje par äro förskjutna 90°,
jämfört med närmast föregående, så att
samtliga valsaxlar luta 45° mot
horisontalplanet. I varje vals finnes endast ett
spår, vilket är utformat som vanligt
rundspår för frihandsvalsning. Detta
valsverk ger röret den slutliga
justeringen av dimensionen samt nedvalsar
de klenaste rören, som svårligen kunna
hanteras i föregående verk.
Då valsstolarna med lätthet bortflyttas
,~7oroL/ooo fstcg
2ooo -"-
A500 —
/So O
/o o o —
-»■ /ooc —
-’- /ooo
M
SH__
1 -1- 1 n
<
Fig. 10.
Fig. 12. 680 mm dornvalsverk.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}