
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1’78
TEKNISK TIDSKRIFT
8 febr. 1930
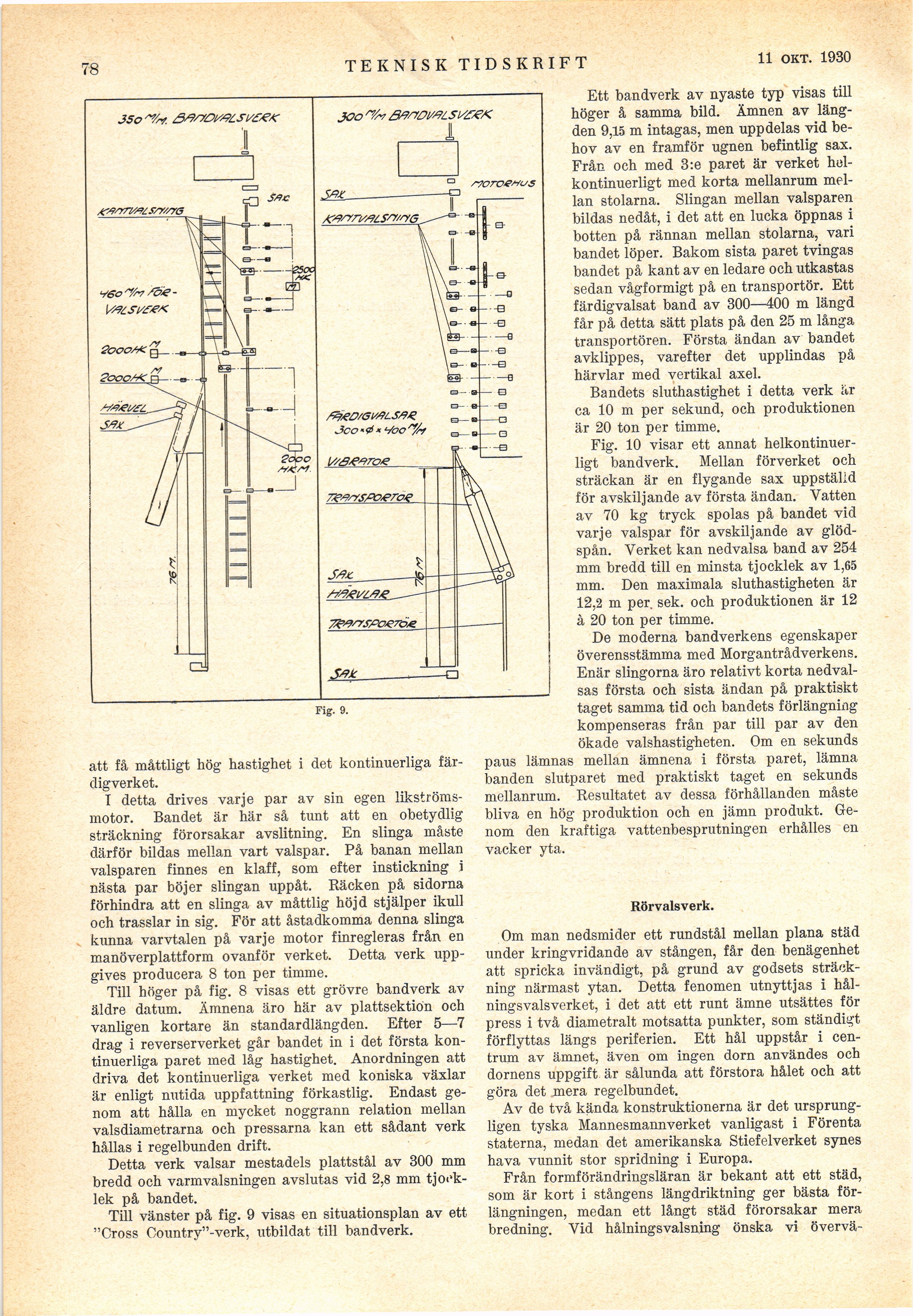
Fig. 9.
att få måttligt hög hastighet i det kontinuerliga
färdigverket.
I detta drives varje par av sin egen
likströms-motor. Bandet är här så tunt att en obetydlig
sträckning förorsakar avslitning. En slinga måste
därför bildas mellan vart valspar. På banan mellan
valsparen finnes en klaff, som efter instickning i
nästa par böjer slingan uppåt. Räcken på sidorna
förhindra att en slinga av måttlig höjd stjälper ikull
och trasslar in sig. För att åstadkomma denna slinga
kunna varvtalen på varje motor finregleras från en
manöverplattform ovanför verket. Detta verk
uppgives producera 8 ton per timme.
Till höger på fig. 8 visas ett grövre bandverk av
äldre datum. Ämnena äro här av plattsektiön och
vanligen kortare än standardlängden. Efter 5—7
drag i reverserverket går bandet in i det första
kontinuerliga paret med låg hastighet. Anordningen att
driva det kontinuerliga verket med koniska växlar
är enligt nutida uppfattning förkastlig. Endast
genom att hålla en mycket noggrann relation mellan
valsdiametrarna och pressarna kan ett sådant verk
hållas i regelbunden drift.
Detta verk valsar mestadels plattstål av 300 mm
bredd och varmvalsningen avslutas vid 2,8 mm
tjocklek på bandet.
Till vänster på fig. 9 visas en situationsplan av ett
"Cross Country"-verk, utbildat till bandverk.
Ett bandverk av nyaste typ visas till
höger å samma bild. Ämnen av
längden 9,15 m intagas, men uppdelas vid
behov av en framför ugnen befintlig sax.
Från och med 3:e paret är verket
hel-kontinuerligt med korta mellanrum
mellan stolarna. Slingan mellan valsparen
bildas nedåt, i det att en lucka öppnas i
botten på rännan mellan stolarna, vari
bandet löper. Bakom sista paret tvingas
bandet på kant av en ledare och utkastas
sedan vågformigt på en transportör. Ett
färdigvalsat band av 300—400 m längd
får på detta sätt plats på den 25 m långa
transportören. Första ändan av bandet
avklippes, varefter det upplindas på
härvlar med vertikal axel.
Bandets sluthastighet i detta verk är
ca 10 m per sekund, och produktionen
är 20 ton per timme.
Fig. 10 visar ett annat
helkontinuer-ligt bandverk. Mellan förverket och
sträckan är en flygande sax uppställd
för avskiljande av första ändan. Vatten
av 70 kg tryck spolas på bandet vid
varje valspar för avskiljande av
glödspån. Verket kan nedvalsa band av 254
mm bredd till en minsta tjocklek av 1,65
mm. Den maximala sluthastigheten är
12,2 m per. sek. och produktionen är 12
à 20 ton per timme.
De moderna bandverkens egenskaper
överensstämma med Morgantrådverkens.
Enär slingorna äro relativt korta
nedval-sas första och sista ändan på praktiskt
taget samma tid och bandets förlängning
kompenseras från par till par av den
ökade valshastigheten. Om en sekunds
paus lämnas mellan ämnena i första paret, lämna
banden slutparet med praktiskt taget en sekunds
mellanrum. Resultatet av dessa förhållanden måste
bliva en hög produktion och en jämn produkt.
Genom den kraftiga vattenbesprutningen erhålles en
vacker yta.
Rörvalsverk.
Om man nedsmider ett rundstål mellan plana städ
under kringvridande av stången, får den benägenhet
att spricka invändigt, på grund av godsets
sträckning närmast ytan. Detta fenomen utnyttjas i
hål-ningsvalsverket, i det att ett runt ämne utsättes för
press i två diametralt motsatta punkter, som ständigt
förflyttas längs periferien. Ett hål uppstår i
centrum av ämnet, även om ingen dorn användes och
domens uppgift är sålunda att förstora hålet och att
göra det mera regelbundet.
Av de två kända konstruktionerna är det
ursprungligen tyska Mannesmannverket vanligast i Förenta
staterna, medan det amerikanska Stiefelverket synes
hava vunnit stor spridning i Europa.
Från formförändringsläran är bekant att ett städ,
som är kort i stångens längdriktning ger bästa
förlängningen, medan ett långt städ förorsakar mera
bredning. Vid hålningsvalsning önska vi övervä-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}