
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1’84
TEKNISK TIDSKRIFT
8 febr. 1930
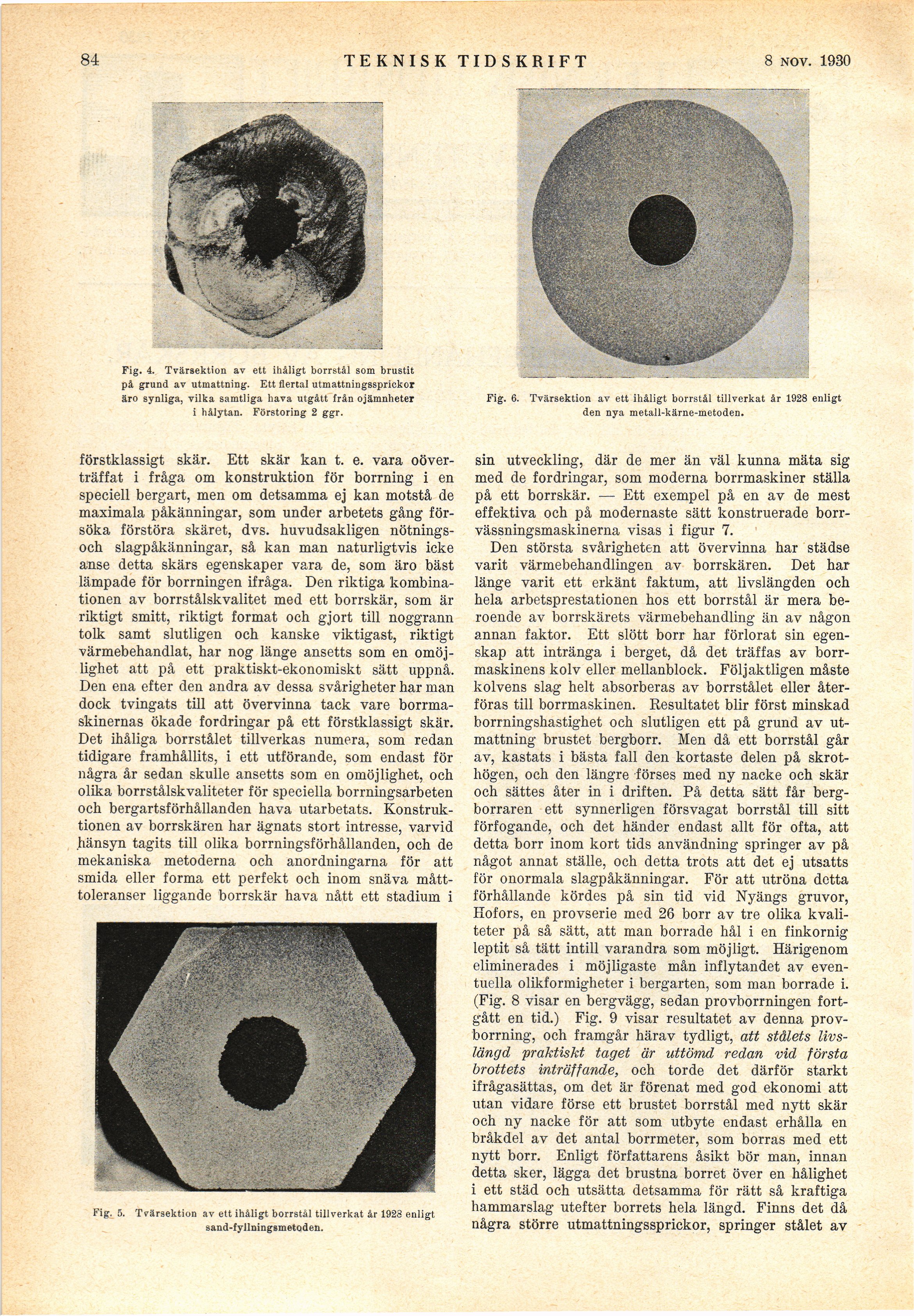
Fig. 4. Tvärsektion av ett ihåligt borrstål som brustit
på grund av utmattning. Ett flertal utmattningssprickor
äro synliga, vilka samtliga hava utgått från ojämnheter
i hålytan. Förstöring 2 ggr.
Fig. 6. Tvärsektion av ett ihåligt borrstål tillverkat år 1928 enligt
den nya metall-kärne-metoden.
förstklassigt skär. Ett skär kan t. e. vara
oöverträffat i fråga om konstruktion för borrning i en
speciell bergart, men om detsamma ej kan motstå de
maximala påkänningar, som under arbetets gång
försöka förstöra skäret, dvs. huvudsakligen
nötnings-och slagpåkänningar, så kan man naturligtvis icke
anse detta skärs egenskaper vara de, som äro bäst
lämpade för borrningen ifråga. Den riktiga
kombinationen av borrstålskvalitet med ett borrskär, som är
riktigt smitt, riktigt format och gjort till noggrann
tolk samt slutligen och kanske viktigast, riktigt
värmebehandlat, har nog länge ansetts som en
omöjlighet att på ett praktiskt-ekonomiskt sätt uppnå.
Den ena efter den andra av dessa svårigheter har man
dock tvingats till att övervinna tack vare
borrmaskinernas ökade fordringar på ett förstklassigt skär.
Det ihåliga borrstålet tillverkas numera, som redan
tidigare framhållits, i ett utförande, som endast för
några år sedan skulle ansetts som en omöjlighet, och
olika borrstålskvaliteter för speciella borrningsarbeten
och bergartsförhållanden hava utarbetats.
Konstruktionen av borrskären har ägnats stort intresse, varvid
hänsyn tagits till olika borrningsförhållanden, och de
mekaniska metoderna och anordningarna för att
smida eller forma ett perfekt och inom snäva
mått-toleranser liggande borrskär hava nått ett stadium i
Fig. 5. Trärsektion av ett ihåligt borrstål tillverkat år 1928 enligt
band-fyllningsmetoden.
sin utveckling, där de mer än väl kunna mäta sig
med de fordringar, som moderna borrmaskiner ställa
på ett borrskär. — Ett exempel på en av de mest
effektiva och på modernaste sätt konstruerade
borr-vässningsmaskinerna visas i figur 7.
Den största svårigheten att övervinna har städse
varit värmebehandlingen av borrskären. Det har
länge varit ett erkänt faktum, att livslängden och
hela arbetsprestationen hos ett borrstål är mera
beroende av borrskärets värmebehandling än av någon
annan faktor. Ett slött borr har förlorat sin
egenskap att intränga i berget, då det träffas av
borrmaskinens kolv eller mellanblock. Följaktligen måste
kolvens slag helt absorberas av borrstålet eller
återföras till borrmaskinen. Resultatet blir först minskad
borrningshastighet och slutligen ett på grund av
utmattning brustet bergborr. Men då ett borrstål går
av, kastats i bästa fall den kortaste delen på
skrothögen, och den längre förses med ny nacke och skär
och sättes åter in i driften. På detta sätt får
berg-borraren ett synnerligen försvagat borrstål till sitt
förfogande, och det händer endast allt för ofta, att
detta borr inom kort tids användning springer av på
något annat ställe, och detta trots att det ej utsatts
för onormala slagpåkänningar. För att utröna detta
förhållande kördes på sin tid vid Nyängs gruvor,
Hofors, en provserie med 26 borr av tre olika
kvaliteter på så sätt, att man borrade hål i en finkornig
leptit så tätt intill varandra som möjligt. Härigenom
eliminerades i möjligaste mån inflytandet av
eventuella olikformigheter i bergarten, som man borrade i.
(Fig. 8 visar en bergvägg, sedan provborrningen
fortgått en tid.) Fig. 9 visar resultatet av denna
provborrning, och framgår härav tydligt, att stålets
livslängd, praktiskt taget är uttömd redan vid första
brottets inträffande, och torde det därför starkt
ifrågasättas, om det är förenat med god ekonomi att
utan vidare förse ett brustet borrstål med nytt skär
och ny nacke för att som utbyte endast erhålla en
bråkdel av det antal borrmeter, som borras med ett
nytt borr. Enligt författarens åsikt bör man, innan
detta sker, lägga det brustna borret över en hålighet
i ett städ och utsätta detsamma för rätt så kraftiga
hammarslag utefter borrets hela längd. Finns det då
några större utmattningssprickor, springer stålet av
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}