
Full resolution (JPEG)
- On this page / på denna sida
- Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
HAFTE 2
FEBR. 1930
TEKNISK TIDSKRIFT
*
BERGSVETENSKAP
Redaktör– B.G.Markman.
INNEHALL: Automatisk värmebehandling av borrskär, av bergsingenjör Lennart Nordenfelt. —
Barometerståndets inverkan å det arbete som erfordras för tvåstegs kompression i en kolvkompressor, av professor B. G.
Markman. — Föreningsmeddelanden. — Notiser.
AUTOMATISK VÄRMEBEHANDLING AV BORRSKÄR.
Av bergsingenjör Lennart Nordenfelt.
Effekten vid bergborrning är till stor del beroende
av borrstålet och borrskäret.
Under åtskilliga år stod det nog ganska klart för
såväl gruvorna som tillverkarna av borrmaskiner, att
den begränsande faktorn vid ökandet av effekten eller
hastigheten vid bergborrning var att söka i borrstålet.
Det stora intresse och rastlösa arbete, som under de
senaste åren nedlagts av borrstålstillverkarna, har
dock fört med sig en väsentlig förändring i detta
avseende. Det skulle föra allt för långt utanför ämnet
att här anföra de olika synpunkter, som legat till
grund för höjandet av livslängden hos det ihåliga
borrstålet, men jag vill dock icke ha underlåtit att
påpeka, att ett gemensamt strävande hos samtliga
tillverkare har varit att framställa borrstålet med en
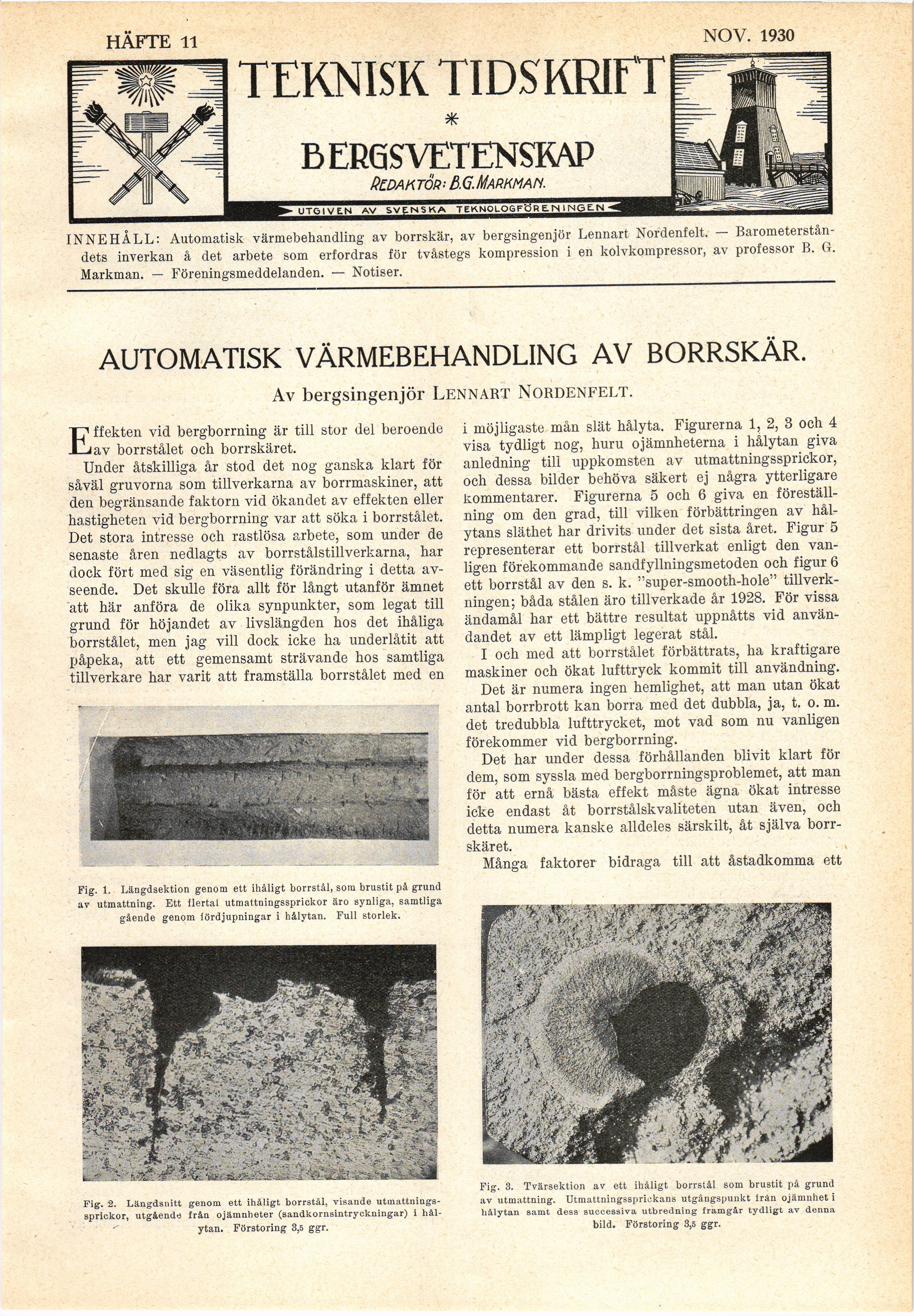
Fig. 1. Längdsektion genom ett ihåligt borrstål, som brustit på grund
av utmattning. Ett flertal utmattningssprickor äro synliga, samtliga
gående genom fördjupningar i hålytan. Full storlek.
i möjligaste mån slät hålyta. Figurerna 1, 2, 3 och 4
visa tydligt nog, huru ojämnheterna i hålytan giva
anledning till uppkomsten av utmattningssprickor,
och dessa bilder behöva säkert ej några ytterligare
kommentarer. Figurerna 5 och 6 giva en
föreställning om den grad, till vilken förbättringen av
hålytans släthet har drivits under det sista året. Figur 5
representerar ett borrstål tillverkat enligt den
vanligen förekommande sandfyllningsmetoden och figur 6
ett borrstål av den s. k. "super-smooth-hole"
tillverkningen; båda stålen äro tillverkade år 1928. För vissa
ändamål har ett bättre resultat uppnåtts vid
användandet av ett lämpligt legerat stål.
I och med att borrstålet förbättrats, ha kraftigare
maskiner och ökat lufttryck kommit till användning.
Det är numera ingen hemlighet, att man utan ökat
antal borrbrott kan borra med det dubbla, ja, t. o. m.
det tredubbla lufttrycket, mot vad som nu vanligen
förekommer vid bergborrning.
Det har under dessa förhållanden blivit klart för
dem, som syssla med bergborrningsproblemet, att man
för att ernå bästa effekt måste ägna ökat intresse
icke endast åt borrstålskvaliteten utan även, och
detta numera kanske alldeles särskilt, åt själva
borrskäret.
Många faktorer bidraga till att åstadkomma ett
Fig. 3. Tvärsektion av ett ihåligt borrstål som brustit på grund
av utmattning. Utraattningsspriekans utgångspunkt irån ojämnhet i
hålytan samt dess succeösiva utbredning framgår tydligt av denna
bild. Förstoring 3,5 ggr.
Fig. 2. Längdsnitt genom ett ihåligt borrstål, visande
utmattnings-sprickor, utgående från ojämnheter (sandkornsintryckningar) i
hål-ytan. Förstoring 3,5 ggr.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Fri Oct 18 15:26:18 2024
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1930b/0085.html


{kind=link}