
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1’86
TEKNISK TIDSKRIFT
8 febr. 1930
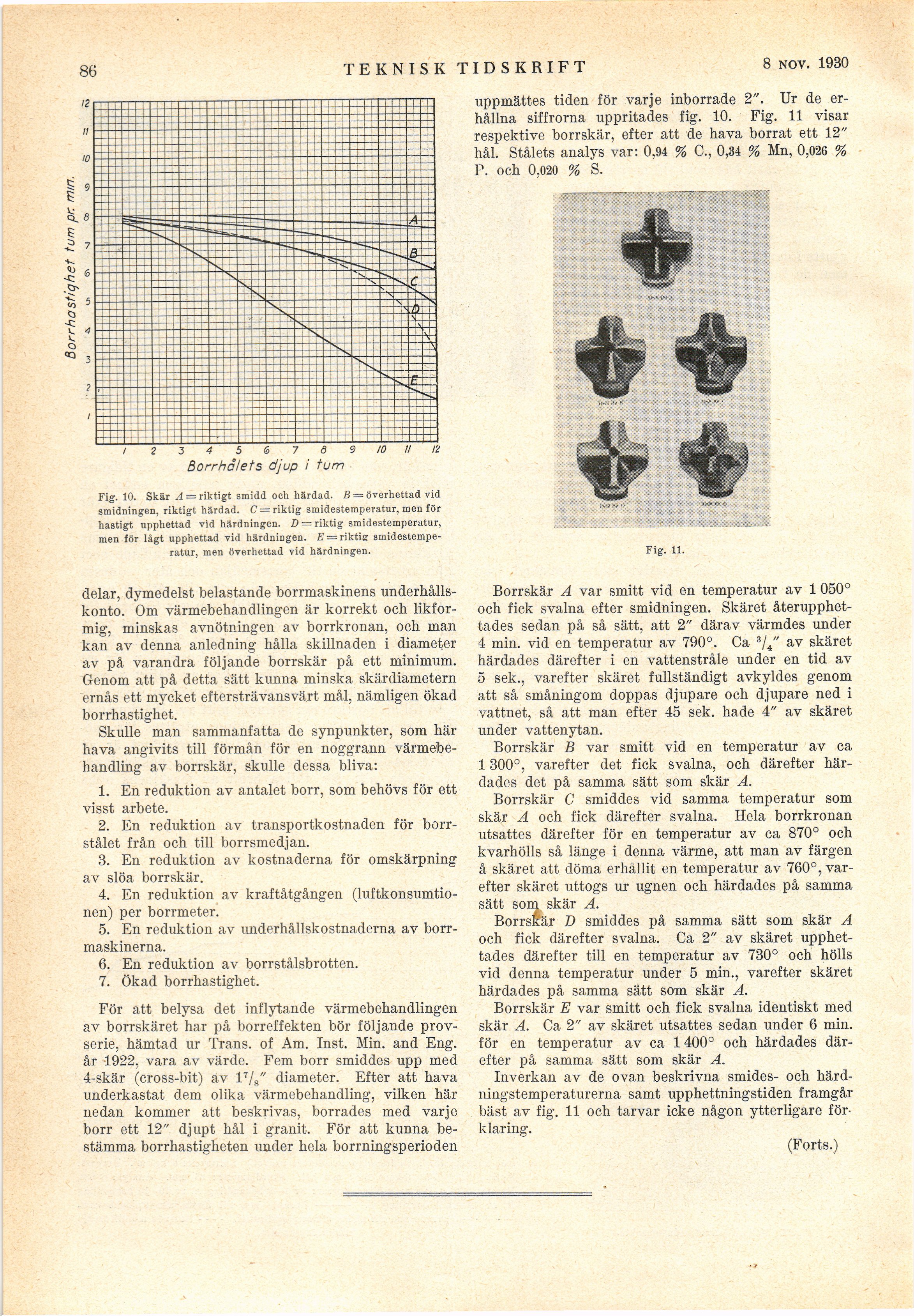
/ 2 3 4 5 6 7 8 9 10 II K
Borrhålets djup i tum
Fig. 10. Skär A — riktigt smidd och härdad. B = överhettad vid
smidningen, riktigt härdad. C = riktig smidestemperatur, men för
hastigt upphettad vid härdningen. D = riktig smidestemperatur,
men för lågt upphettad vid härdningen. £ = riktie
smidestemperatur, men överhettad vid härdningen.
delar, dymedelst belastande borrmaskinens
underhållskonto. Om värmebehandlingen är korrekt och
likformig, minskas avnötningen av borrkronan, och man
kan av denna anledning hålla skillnaden i diameter
av på varandra följande borrskär på ett minimum.
Genom att på detta sätt kunna minska skärdiametern
ernås ett mycket eftersträvansvärt mål, nämligen ökad
borrhastighet.
Skulle man sammanfatta de synpunkter, som här
hava angivits till förmån för en noggrann
värmebehandling av borrskär, skulle dessa bliva:
1. En reduktion av antalet borr, som behövs för ett
visst arbete.
2. En reduktion av transportkostnaden för
borr-stålet från och till borrsmedjan.
3. En reduktion av kostnaderna för omskärpning
av slöa borrskär.
4. En reduktion av kraftåtgången
(luftkonsumtionen) per borrmeter.
5. En reduktion av underhållskostnaderna av
borrmaskinerna.
6. En reduktion av borrstålsbrotten.
7. Ökad borrhastighet.
För att belysa det inflytande värmebehandlingen
av borrskäret har på borreffekten bör följande
provserie, hämtad ur Trans, of Am. Inst. Min. and Eng.
år 1922, vara av värde. Fem borr smiddes upp med
4-skär (cross-bit) av l7/s" diameter. Efter att hava
underkastat dem olika värmebehandling, vilken här
nedan kommer att beskrivas, borrades med varje
borr ett 12" djupt hål i granit. För att kunna
bestämma borrhastigheten under hela borrningsperioden
uppmättes tiden för varje inborrade 2". Ur de
erhållna siffrorna uppritades fig. 10. Fig. 11 visar
respektive borrskär, efter att de hava borrat ett 12"
hål. Stålets analys var: 0,94 % C., 0,34 % Mn, 0,026 %
P. och 0,020 % S.
Fig. 11.
Borrskär A var smitt vid en temperatur av 1 050°
och fick svalna efter smidningen. Skäret
återupphet-tades sedan på så sätt, att 2" därav värmdes under
4 min. vid en temperatur av 790°. Ca 3/4" av skäret
härdades därefter i en vattenstråle under en tid av
5 sek., varefter skäret fullständigt avkyldes genom
att så småningom doppas djupare och djupare ned i
vattnet, så att man efter 45 sek. hade 4" av skäret
under vattenytan.
Borrskär B var smitt vid en temperatur av ca
1300°, varefter det fick svalna, och därefter
härdades det på samma sätt som skär A.
Borrskär C smiddes vid samma temperatur som
skär A och fick därefter svalna. Hela borrkronan
utsattes därefter för en temperatur av ca 870° och
kvarhölls så länge i denna värme, att man av färgen
å skäret att döma erhållit en temperatur av 760°,
varefter skäret uttogs ur ugnen och härdades på samma
sätt som skär A.
Borrsiär D smiddes på samma sätt som skär A
och fick därefter svalna. Ca 2" av skäret
upphettades därefter till en temperatur av 730° och hölls
vid denna temperatur under 5 min., varefter skäret
härdades på samma sätt som skär A.
Borrskär E var smitt och fick svalna identiskt med
skär A. Ca 2" av skäret utsattes sedan under 6 min.
för en temperatur av ca 1400° och härdades
därefter på samma sätt som skär A.
Inverkan av de ovan beskrivna smides- och
härd-ningstemperaturerna samt upphettningstiden framgår
bäst av fig. 11 och tarvar icke någon ytterligare
förklaring.
(Forts.)
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}