
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
HAFTE 2
FEBR. 1930
TEKNISK TIDSKRIFT
BERGSVETENSKAP
Redaktör– ß.G. Markman.
INNEHÅLL: Automatisk värmebehandling av borrskär, av bergsingenjör Lennart Nordenfelt. — Notiser.
AUTOMATISK VÄRMEBEHANDLING AV BORRSKÄR.
Av bergsingenjör Lennart Nordenfelt.
(Forts. fr. sid. 86.)
Smidning.
Ovan relaterade försök såväl som praktiska rön
visa, att det icke endast är nödvändigt att utöva
en noggrann kontroll vid härdningen av borrstålet,
utan kan ett borrskärs arbetsprestation högst
väsentligt nedsättas redan av den anledningen, att det
utsatts för olämplig värmning vid smidningen.
Om ett slött skär upphettas till en högre
temperatur än den, som man kan beteckna som den "säkra
smi-destemperaturen" (i praktiken ligger denna omkring
1000°—1050°), tilltager kornstorleken, och stålet
får ett grovkornigt utseende i brottet. Om denna
upphettning dessutom företages i en oxiderande
atmosfär, angripes det i stålet ingående kolet, och
ett lager av rent järn av varierande tjocklek
erhålles över hela borrskärets yta. Efter upphettningen
uppstukas eller hamras stålet i
borrvässningsmaski-nen för att giva skäret den önskade formen. Denna
uppstukning eller hamring förskjuter det avkolade
lagret, så att detta kommer att koncentreras vid
de yttersta delarna av skärvingarna, som vid den
tidigare företagna borrningen blivit bortnötta. Efter
det att skäret på detta sätt blivit färdigsmitt, utföres
härdningen antingen från smidesvärmen eller först
efter förnyad upphettning till lämplig
härdningstem-peratur. Då nu kolet blivit bortfört från just de
delar, som bestämma skärets arbetsprestation, har
man därigenom förorsakat stor skada på borrskäret,
ty oberoende av vilka försiktighetsmått man än
iakttager vid härdningen, så kan man därigenom ej åter
införa kol i de avkolade delarna. Resultatet blir
sålunda ett skär, som dels — trots att det kanske är
fulländat till formen — ej tagit fullständig härdning
och alltså ej besitter bästa motståndskraft mot
nötning i de för denna påkänning utsatta delarna —
detta beroende på frånvaron av kol — och dels har
en grovkornig struktur; detta allt förorsakat av
överhettning i oxiderande atmosfär.
Med kännedom om ovan nämnda fakta hava många
ugnar konstruerats för att kunna upphetta ett stål
till smidesvärmen utan risk för överhettning och
avkolning. Bland dessa konstruktioner intager Gilman
CB 5 smidesugn en anmärkningsvärd plats. Denna
ugn är olje- eller gaseldad och upphettar borrskär av
medelstorlek till 1050°C med en kapacitet av ett
borrstål på var 30: de sekund, och stålet kan hållas
vid denna temperatur under en timme eller mera utan
risk för oxidation eller avkolning. Till skillnad mot
de vanliga öppna ugnsrummen, där borrstålet
utsättes för direkt kontakt med lågan eller
förbränningsprodukterna från ugnsrummet, upphettas
borrskären i Gilmans CB 5 ugn genom strålningsvärme
från förbränningsrummet, vilket senare är skilt åt
från själva ugnsrummet med stenar av karborundum.
Oxidation eller avkolning av de upphettade
borrskären förhindras på så sätt, att man indirekt leder
in en reducerande atmosfär från förbränningsrummet
till ugnsrummet.
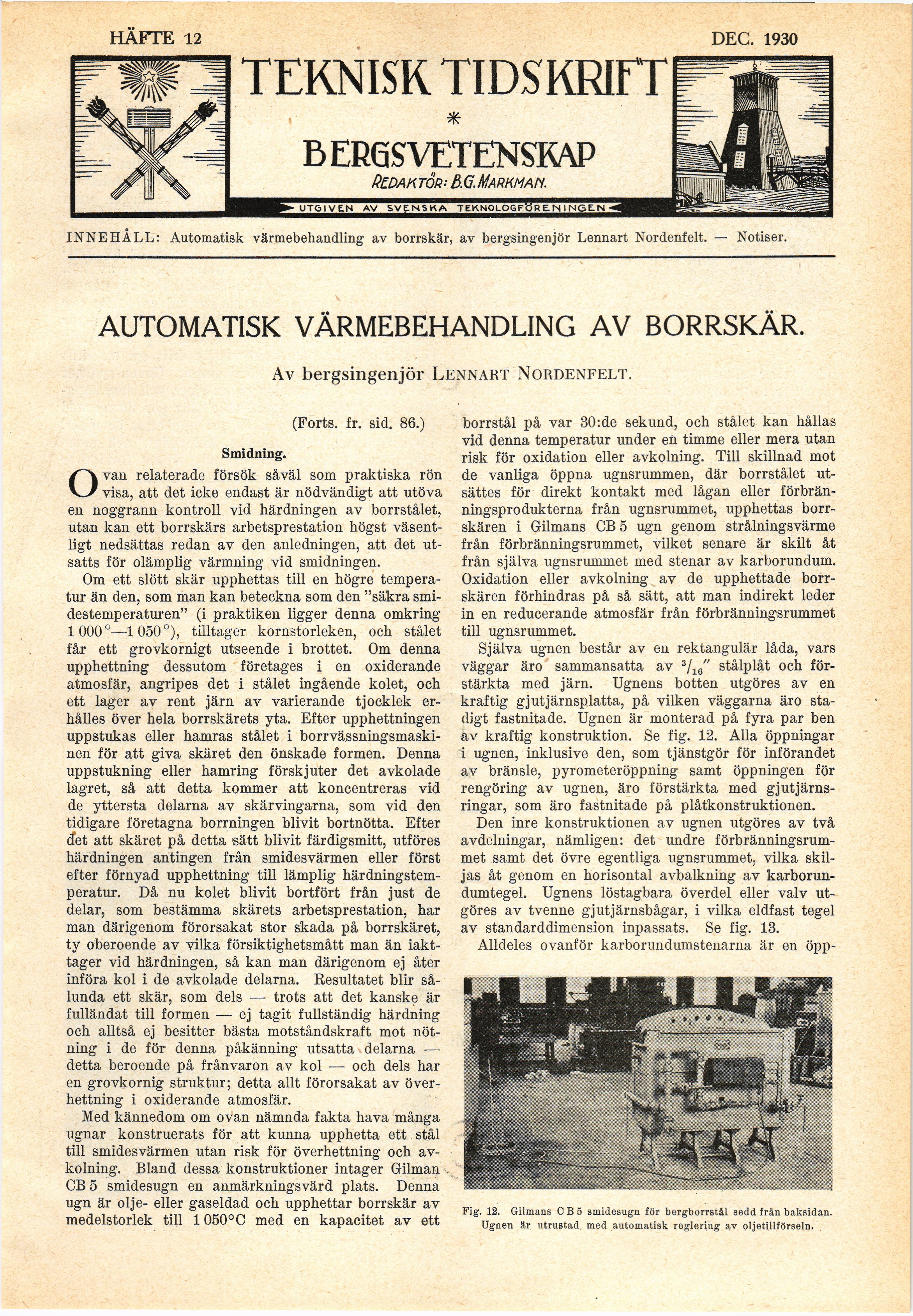
Själva ugnen består av en rektangulär låda, vars
väggar äro sammansatta av s/16" stålplåt och
förstärkta med järn. Ugnens botten utgöres av en
kraftig gjutjärnsplatta, på vilken väggarna äro
stadigt fastnitade. Ugnen är monterad på fyra par ben
av kraftig konstruktion. Se fig. 12. Alla öppningar
i ugnen, inklusive den, som tjänstgör för införandet
av bränsle, pyrometeröppning samt öppningen för
rengöring av ugnen, äro förstärkta med
gjutjärnsringar, som äro fastnitade på plåtkonstruktionen.
Den inre konstruktionen av ugnen utgöres av två
avdelningar, nämligen: det undre
förbränningsrummet samt det övre egentliga ugnsrummet, vilka
skiljas åt genom en horisontal avbalkning av
karborun-dumtegel. Ugnens löstagbara överdel eller valv
utgöres av tvenne gjutjärnsbågar, i vilka eldfast tegel
av standarddimension inpassats. Se fig. 13.
Alldeles ovanför karborundumstenarna är en öpp-
Fig. 12. Gilmans C B 5 smidesugn för bergborrstål sedd från baksidan.
Ugnen är utrustad med automatisk reglering av oljetillförseln.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}