
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
HÄFTE 4
TEKNISK TIDSKRIFT
APRIL 1931
MEKANIK.
H.F.NORDSTBÖM
UTGIVEN AV SVENSKA T E K NOLOG FÖ R E N ( 1NGE.N
INNEHALL: En ny teori för verktygets förslitning vid metallers bearbetning med skärande verktyg, av
civilingenjör Ragnar Woxén. - 2:dra internationella ångtabellkonferensen i Berlin 1930, av civilingenjör J. Viktor
Blomquist. - Diskussion förd vid Tekniska förbundets i Borås ångtekniska föreläsningsserie den 15 november
1930. - Berättelse över Svenska teknologföreningens avdelnings för Mekanik verksamhet under år 1930.
EN NY TEORI FÖR VERKTYGETS FÖRSLITNING VID
METALLERS BEARBETNING MED SKÄRANDE
VERKTYG.
Av civilingenjör RAGNAR WOXÉN.
Idet följande skall i korthet framläggas en ny teori
för verktygs förslitning vid metallers bearbetning
med skärande verktyg. För att begränsa denna
framställning’ kommer jag att lämna förhållandena vid
hyvliiig, fräsning1 och borrning åsido och endast be-
Begreppet: "spänekvivalcnt".
Vid Svarvning råder i skärstålets spets en viss
temperatur. Denna temperatur bestämmes av den
utvecklade och av den bortförda värrnemängden.
Antages nu
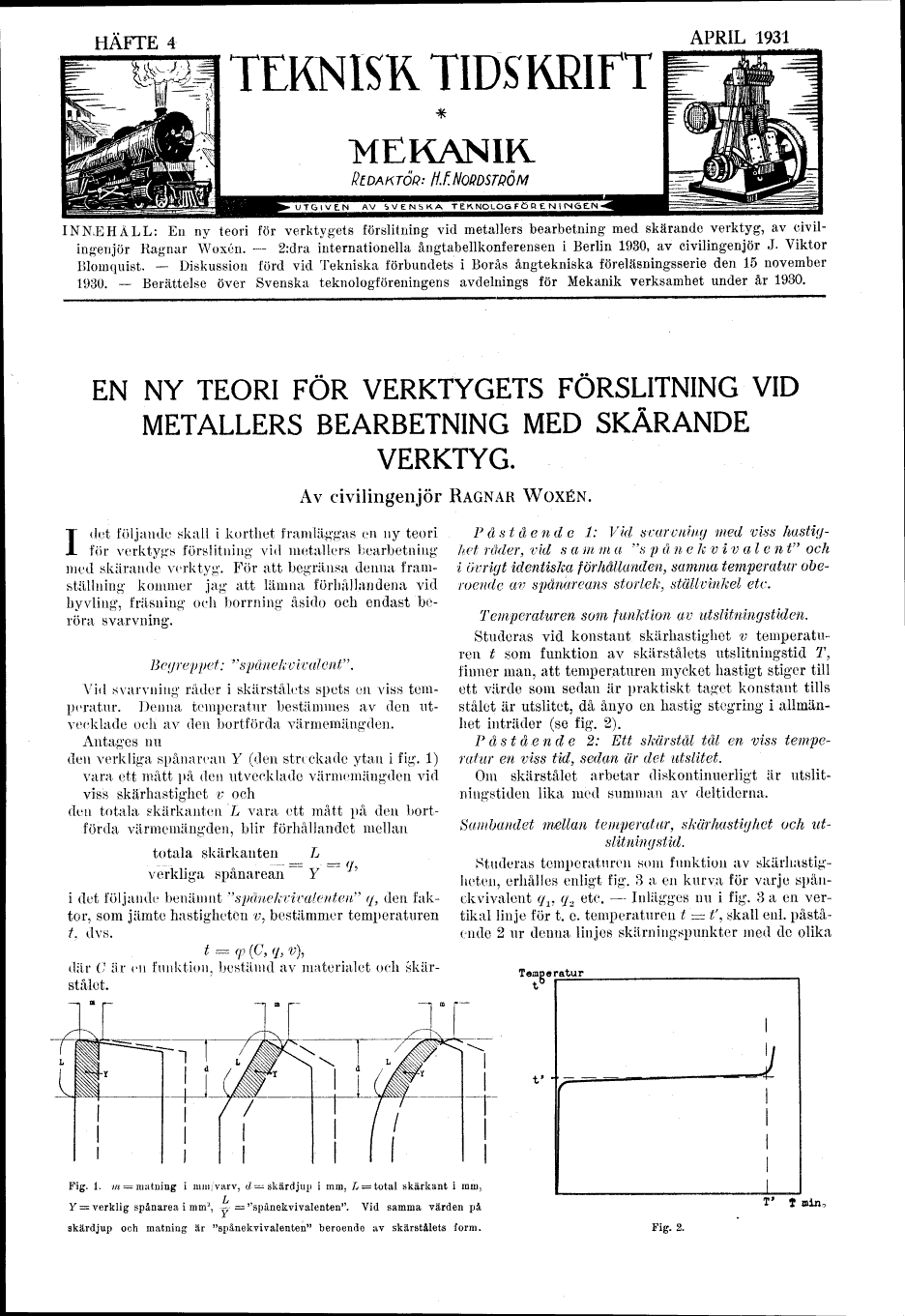
den verkliga spånarean Y (den streckade ytan i fig. 1)
vara ett mått på den utvecklade värmemängden vid
viss skärhastighet v och
den totala skärkanten L vara ett mått på den
bortförda värrnemängden, blir förhållandet mellan
totala skärkanten L
verkliga spånarean ~~ Y ~~
i det följande benämnt "spånekvii’aleutenfi q, den
faktor, sorn jämte hastigheten v, bestämmer temperaturen
t, dvs.
t = fp (C, q, v),
där ? är en funktion, bestämd av materialet och
skär-stålet.
P å s t å e n d e 1: Vid Svarvning med viss
hastighet råder, vid s a m m a "s p å n e k v i v a l e n t" och
i övrigt identiska förhållanden, samma temperatur
oberoende av spånareans storlek, ställvinkel etc.
Temperaturen som funktion av ut slit ning st iden.
Studeras vid konstant skärhastighet v
temperaturen t som funktion av skärstålets utslitningstid T,
finner man, att temperaturen mycket hastigt stiger till
ett värde som sedan är praktiskt taget konstant tills
stålet är utslitet, då ånyo en hastig stegring i
allmänhet inträder (se fig. 2).
Påstående 2: Ett skärstål tål en viss
temperatur en viss tid, sedan är det utslitet.
Om skärstålet arbetar diskontinuerligt är
Utslitningstider! lika med summan av deltiderna.
Sambandet mellan temperatur, skärhastighet och
utslitningstid.
Studeras temperaturen som funktion av
skärhastigheten, erhålles enligt fig. 3 a en kurva för varje
spån-ckvivalent </1? q.2 etc. - Inlägges nu i fig. 3 a en
vertikal linje för t. e. temperaturen t - t’, skall enl.
påstående 2 ur denna linjes skärningspunkter ined de olika
Temperatur
t5
Fig. 1. m = matning i mm/varv, d = skärdjup i mm, L = total skärkant i mm,
Y = verklig spånarea i mm2, - = "spånekvivalenten". Vid samma värden på
skärdjup och matning är "spånekvivalenten" beroende av skärstålets form.
t min.
Fig. 2.
<< prev. page << föreg. sida << >> nästa sida >> next page >>