
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
150
TEKNISK TIDSKRIFT
19 DEC. 1931
Avstkkninästid i %
–––––––––––
Tidsbesparing
––-=.––––*
Motorreq/erinfsområc/e - / 2 13 /-4 /.-5
40
100 so
80
70 60 50 W 30
– Svarvc/idmeier i %
20
10
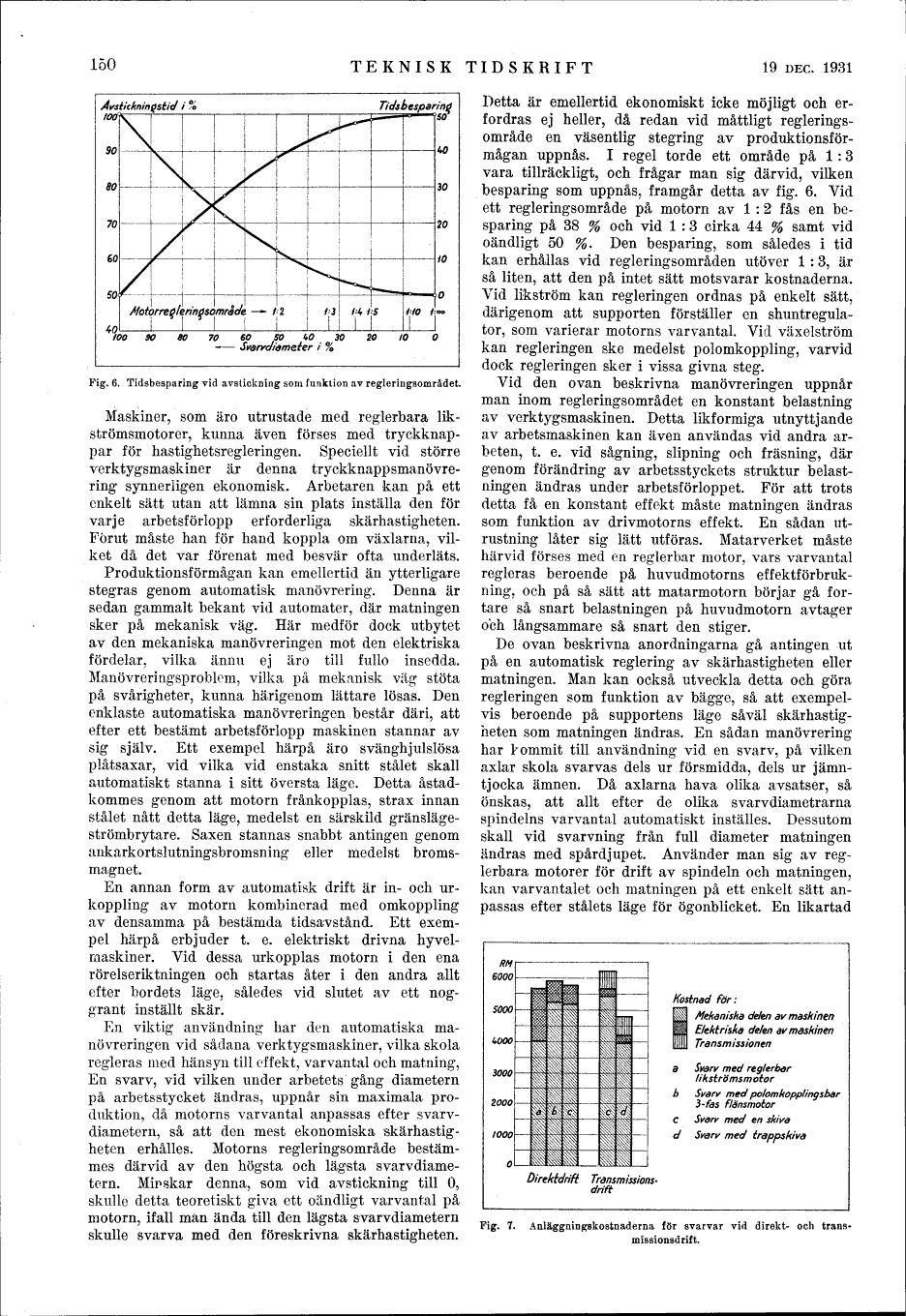
Fig. 6. Tidsbesparing vid avstickning som funktion av regleringsområdet.
Maskiner, som äro utrustade med reglerbara
likströmsmotorer, kunna även förses med
tryckknappar för hastighetsregleringen. Speciellt vid större
verktygsmaskiner ä.r denna
tryckknappsmanövrering synnerligen ekonomisk. Arbetaren kan på ett
enkelt sätt utan att lämna sin plats inställa den för
varje arbetsförlopp erforderliga skärhastigheten.
Förut måste han för hand koppla om växlarna,
vilket då det var förenat med besvär ofta underläts.
Produktionsförmågan kan emellertid än ytterligare
stegras genom automatisk manövrering. Denna är
sedan gammalt bekant vid automater, där matningen
sker på mekanisk väg. Här medför dock utbytet
av den mekaniska manövreringen mot den elektriska
fördelar, vilka ännu ej äro till fullo insedda.
Manövreringsproblem, vilka på mekanisk väg stöta
på svårigheter, kunna härigenom lättare lösas. Den
enklaste automatiska manövreringen består däri, att
efter ett bestämt arbetsförlopp maskinen stannar av
sig själv. Ett exempel härpå äro svänghjulslösa
plåtsaxar, vid vilka vid enstaka snitt stålet skall
automatiskt stanna i sitt översta läge. Detta
åstadkommes genom att motorn frånkopplas, strax innan
stålet nått detta läge, medelst en särskild
gränsläge-strömbrytare. Saxen stannas snabbt antingen genom
ankarkortslutningsbromsning eller medelst
broms-inagnet.
En annan form av automatisk drift är in- och
urkoppling av motorn kombinerad med omkoppling
av densamma på bestämda tidsavstånd. Ett
exempel härpå erbjuder t. e. elektriskt drivna
hyvel-raaskiner. Vid dessa urkopplas motorn i den ena
rörelseriktningen och startas åter i den andra allt
efter bordets läge, således vid slutet av ett
noggrant inställt skär.
En viktig användning har den automatiska
manövreringen vid sådana verktygsmaskiner, vilka skola
regleras med hänsyn till effekt, varvantal och matning,
En svarv, vid vilken under arbetets gång diametern
på arbetsstycket ändras, uppnår sin maximala
produktion, då motorns varvantal anpassas efter
svarvdiametern, så att den mest ekonomiska
skärhastigheten erhålles. Motorns regleringsområde
bestämmes därvid av den högsta och lägsta
svarvdiametern. Mirskar denna, som vid avstickning till O,
skulle detta teoretiskt giva ett oändligt varvantal på
motorn, ifall man ända till den lägsta svarvdiametern
skulle svarva med den föreskrivna skärhastigheten.
Detta är emellertid ekonomiskt icke möjligt och
erfordras ej heller, då redan vid måttligt
reglerings-område en väsentlig stegring av
produktionsförmågan uppnås. I regel torde ett område på l: 3
vara tillräckligt, och frågar man sig därvid, vilken
besparing som uppnås, framgår detta av fig. 6. Vid
ett regleringsområde på motorn av l : 2 fås en
besparing på 38 % och vid l : 3 cirka 44 % samt vid
oändligt 50 %. Den besparing, som således i tid
kan erhållas vid regleringsområden utöver l : 3, är
så liten, att den på intet sätt motsvarar kostnaderna.
Vid likström kan regleringen ordnas på enkelt sätt,
därigenom att supporten förställer en
shuntregula-tor, som varierar motorns varvantal. Vid växelström
kan regleringen ske medelst polomkoppling, varvid
dock regleringen sker i vissa givna steg.
Vid den ovan beskrivna manövreringen uppnår
man inom regleringsområdet en konstant belastning
av verktygsmaskinen. Detta likformiga utnyttjande
av arbetsmaskinen kan även användas vid andra
arbeten, t. e. vid sågning, Slipning och fräsning, där
genom förändring av arbetsstyckets struktur
belastningen ändras under arbetsförloppet. För att trots
detta få en konstant effekt måste matningen ändras
som funktion av drivmotorns effekt. En sådan
utrustning låter sig lätt utföras. Matarverket måste
härvid förses med en reglerbar motor, vars varvantal
regleras beroende på huvudmotorns
effektförbrukning, och på så sätt att matarmotorn börjar gå
fortare så snart belastningen på huvudmotorn avtager
och långsammare så snart den stiger.
De ovan beskrivna anordningarna gå antingen ut
på en automatisk reglering av skärhastigheten eller
matningen. Man kan också utveckla detta och göra
regleringen som funktion av bägge, så att
exempelvis beroende på supportens läge såväl
skärhastigheten som matningen ändras. En sådan manövrering
har kommit till användning vid en svarv, på vilken
axlar skola svarvas dels ur försmidda, dels ur
jämntjocka ämnen. Då axlarna hava olika avsatser, så
önskas, att allt efter de olika svarvdiametrarna
spindelns varvantal automatiskt inställes. Dessutom
skall vid Svarvning från full diameter matningen
ändras med spårdjupet. Använder man sig av
reglerbara motorer för drift av spindeln och matningen,
kan varvantalet och matningen på ett enkelt sätt
anpassas efter stålets läge för ögonblicket. En likartad
Kostnad for:
111 Mekaniska delen av maskinen
H Elektriska delen av maskinen
liil Transmissionen
a Svarv med reglerbar
likströms m otor
b Svarv med polomkopplingsbar
3-fas flänsmotor
C Svarv med en skiva
d Svarv med trappskiva
Direktdrift
Transmissions-drift
Fig. 7. Anläggningskostnaderna för svarvar vid direkt- och
trans-missionsdrift.
<< prev. page << föreg. sida << >> nästa sida >> next page >>